EX Controller and Servo Motor Retrofit¶
Safety Note
Ensure your CNC control box is powered off with the power cable disconnected from the box.
Assembly Note
When upgrading to the EX Control System, you must reprogram your spindle fault parameter on your VFD. Please see the VFD Reprogramming Instructions for steps on reprogramming your VFD.
Assembly Note
Following completion of this guide, you will need to re-square the gantry to the table by following our Gantry Auto-Squaring Calibration procedure.
Assembly Note - Rotary Users
See Rotary Assembly to install your Servo Motor.
1. Table Bumper Plates¶
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
1 | Servo Bumper and Damper Upgrade Kit | CPR815-00-SRV-UP | |
A | 2 | PRO Table Axis Bumper Plate, Servo | |
B | 4 | M8 x 25mm Socket Head Cap Screw | |
C | 1 | Tool Height Setter Adapter Plate | |
Tools List¶
| Requirement | Tool |
|---|---|
| Required | 6mm Allen Wrench |
| Required | Adjustable Wrench |
1.1 - Remove Existing Bumper Plates¶
Assembly Note
- Perform removal and installation of table bumper plates at the front corners of the machine. The rear bumper plates will not change.
- These instructions are for installing the Tool Height Setter at the front left corner of the machine, which is the recommended location. To locate the Tool Height Setter at the front right corner, install the Tool Height Setter Adapter Plate on the right side instead of the left.
1.1.1¶
- Remove the sensor flags from the M8 x 30mm Fine Pitch Socket Head Cap Screw.
1.1.2¶
- Loosen the Jam Nut on the M8 x 30mm Fine Pitch Socket Head Cap Screw and remove the screw and jam nut from the bumper plate. Set aside for later use.
1.1.3¶
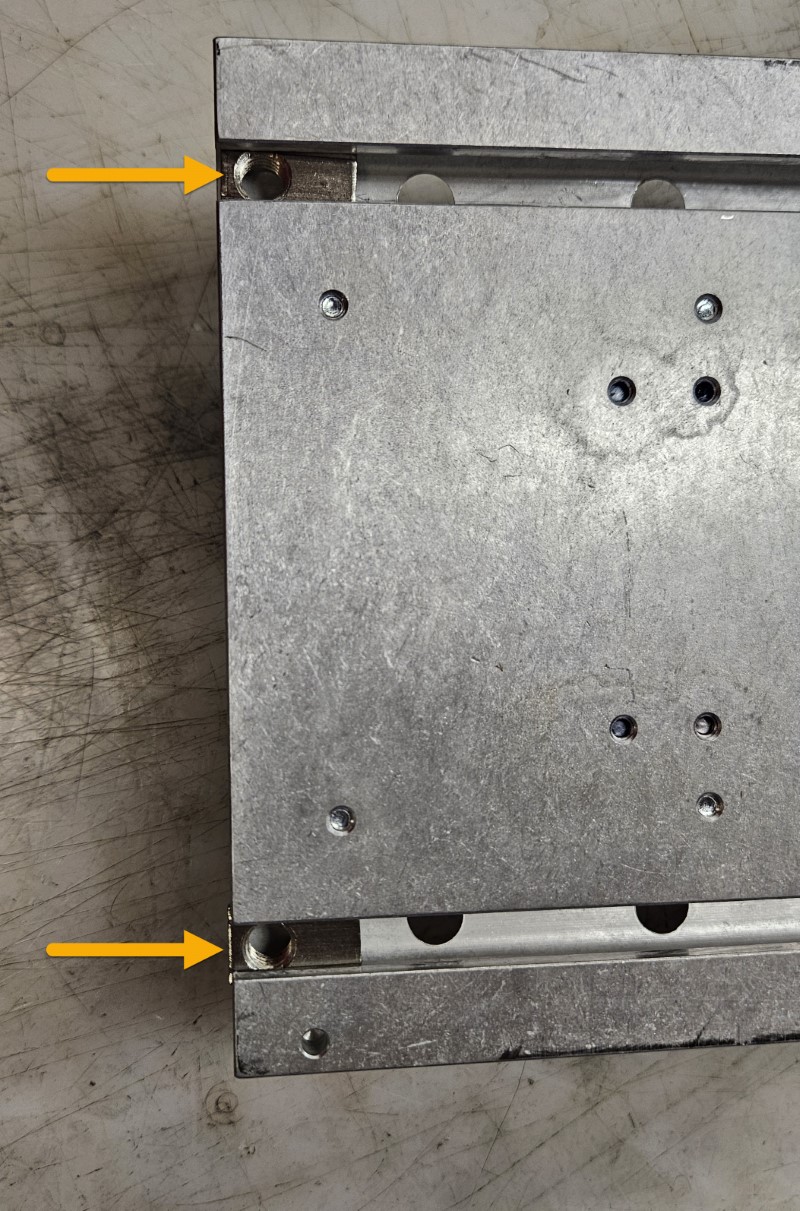
- Remove the M8 x 20mm Socket Head Cap Screws and Bumper Plates from the machine frame. These may be discarded.
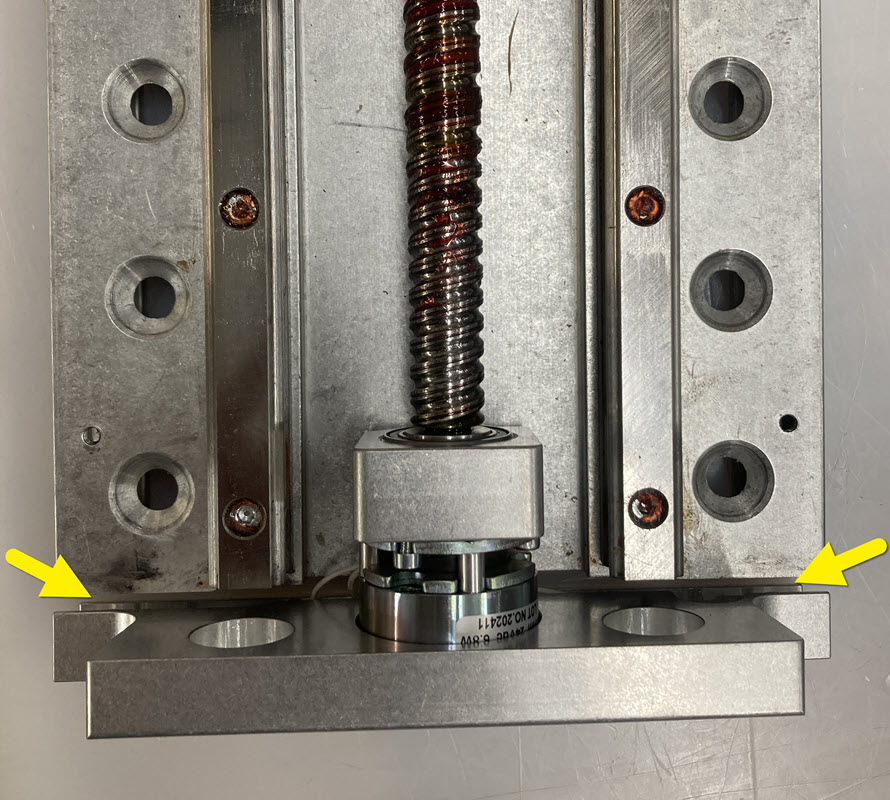
1.2 - Install Front Bumper Plates¶
1.2.1¶

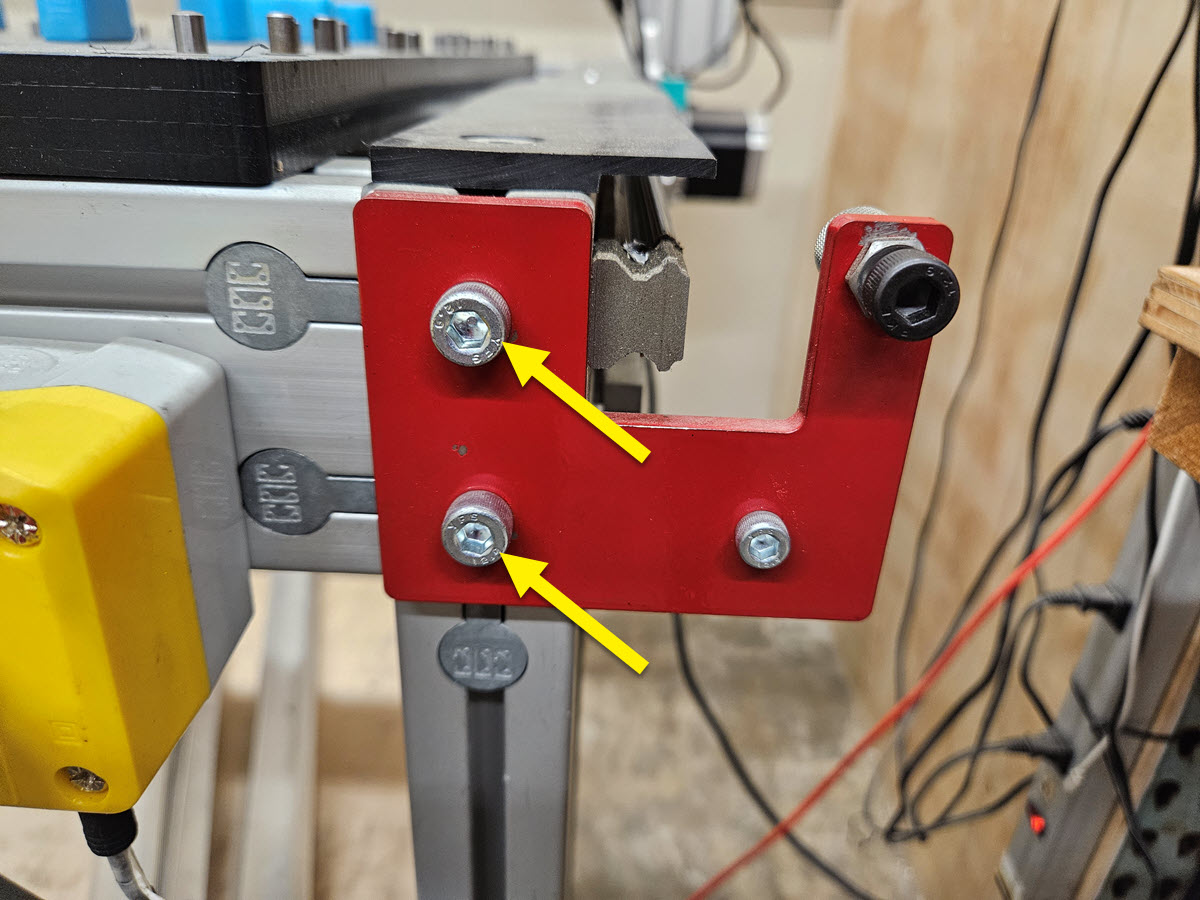
- At the front right corner, install the new PRO Table Axis Bumper Plate, Servo A using the M8 x 25mm Socket Head Cap Screws B.
1.2.2¶

- During installation, bias the Tool Height Setter Adapter Plate toward the OUTSIDE of the machine, regardless of your chosen left (default) or right side mounting.
- The left/right bias of the Adapter Plate is chosen by using the corresponding mounting hole pair.
1.2.3¶

| Tool Setter Position | Height Above Crossmember |
|---|---|
| Low | 19.4mm (0.76") |
| Middle | 39.4mm (1.55") |
| High | 59.4mm (2.34") |
-
The Tool Height Setter can be mounted at several heights. Before mounting, consider your intended spoilboard and decide whether to mount the Tool Height Setter surface above or below the spoilboard surface.
- Above: Allows for easier tool measurement, particularly for tools > 3/4" (20mm) diameter, because there is no risk of the tool contacting the spoilboard. It does expose the Tool Height Setter to more risk of damage from loading material or cutting.
- Below: Protects the Tool Height Setter from more damaging situations. It is ideal if you need to fit wide workpieces or overrun the edges significantly with the cutter.
-
Mounting height may be adjusted as needed followed by recalibration of the Tool Height Setter. See CNC12 Routing Operation Guide for more information.
1.2.4¶

- At the front left corner, install the new PRO Table Axis Bumper Plate, Servo A and the Tool Height Setter Adapter Plate C using the M8 x 25mm Socket Head Cap Screws B.
- The mounted height position (Low, Middle, High) from the previous table is chosen by using the corresponding Adapter Plate mounting hole pair.
1.3 - Install Sensor Screw¶
1.3.1¶

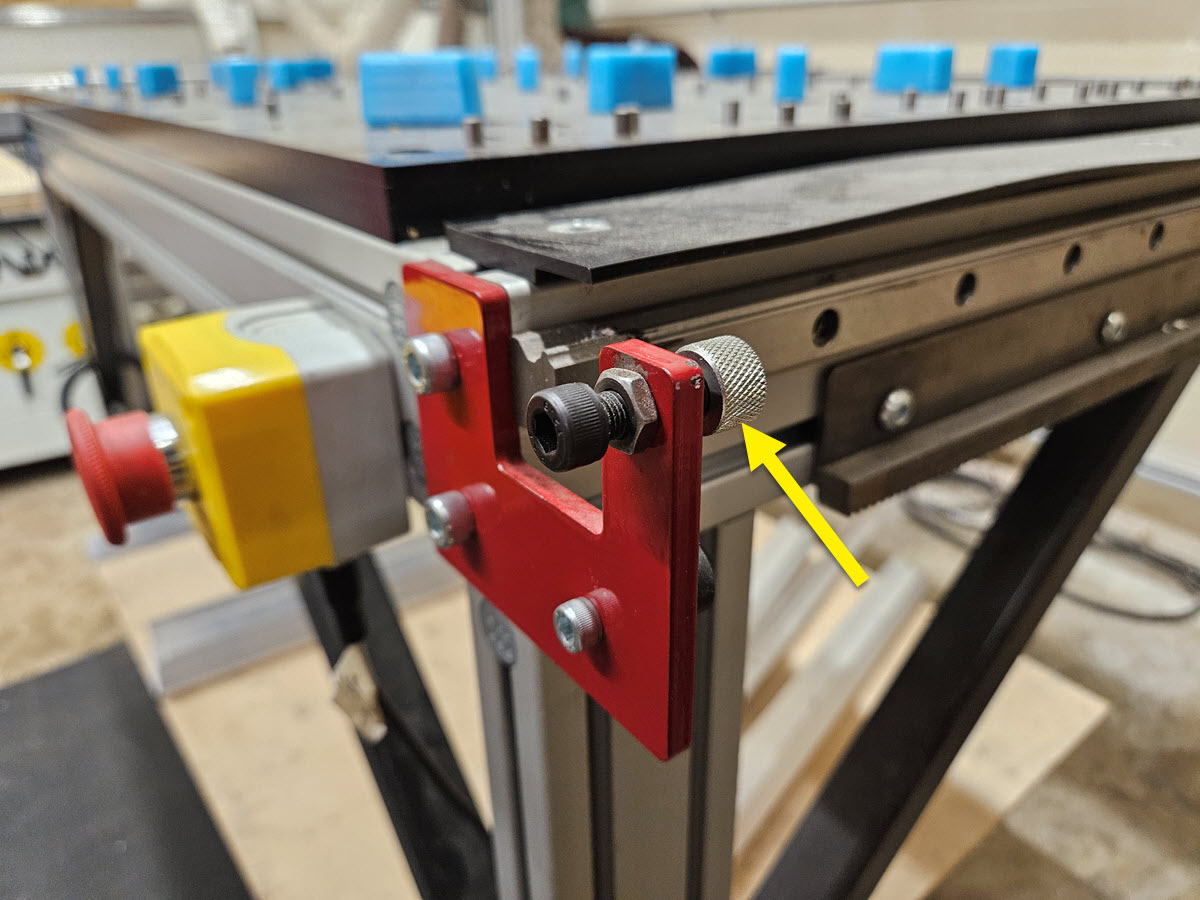
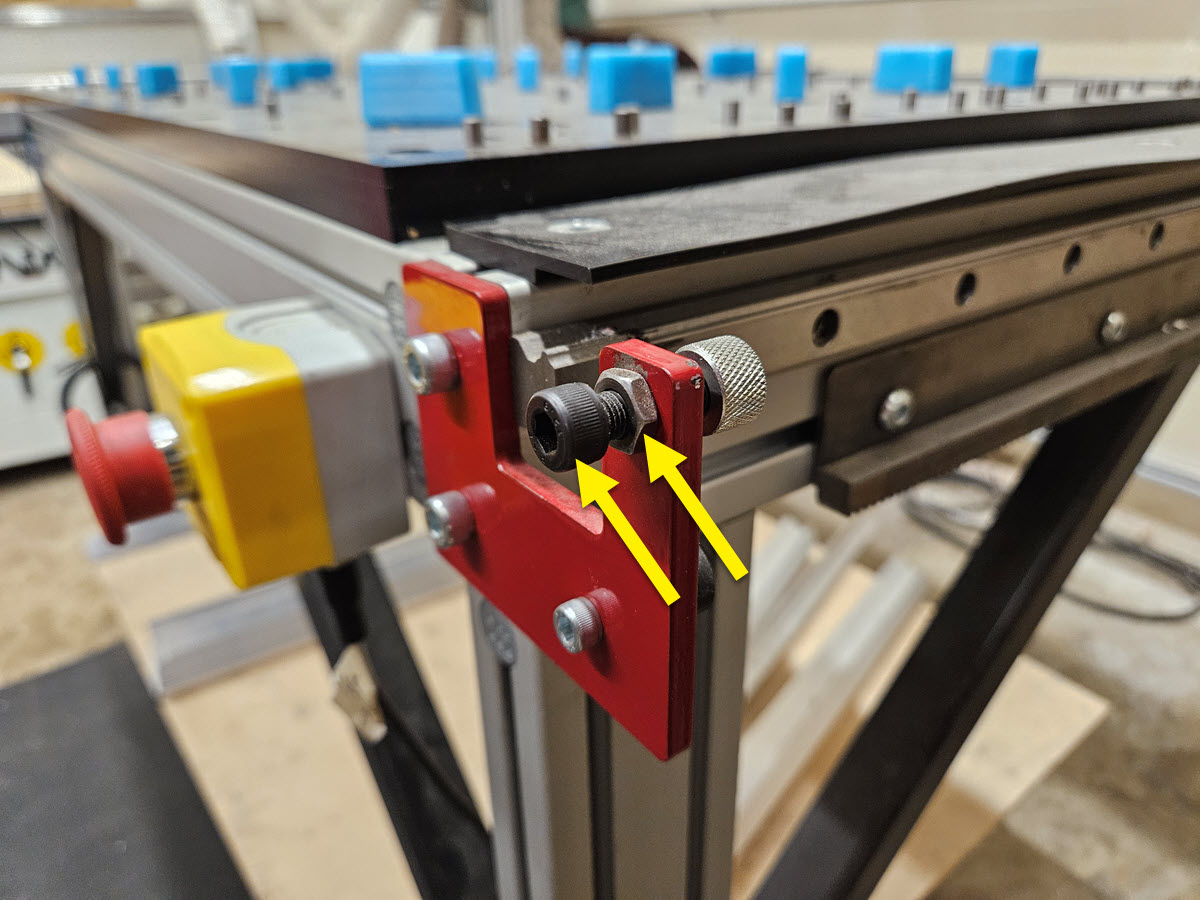
- Reinstall the M8 x 30mm Fine Pitch Socket Head Cap Screw in the new bumper plate.
1.3.2¶

- Set the length of the screw to 8mm (5/16") as shown.
- Tighten the jam nut against the bumper plate.
- Do not install the rubber bumper on the new bumper plate.
2. Table Damper¶
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
1 | Servo Bumper and Damper Upgrade Kit | CPR815-00-SRV-UP | |
A | 2 | Table Damper Mount | |
B | 4 | M5 x 20mm Socket Head Cap Screw | |
C | 2 | Damper | |
D | 4 | Hex Jam Nut | Included with Damper |
Tools List¶
| Requirement | Tool |
|---|---|
| Required | 4mm Allen Wrench |
| Required | 19mm Open End Wrench or Adjustable Wrench |
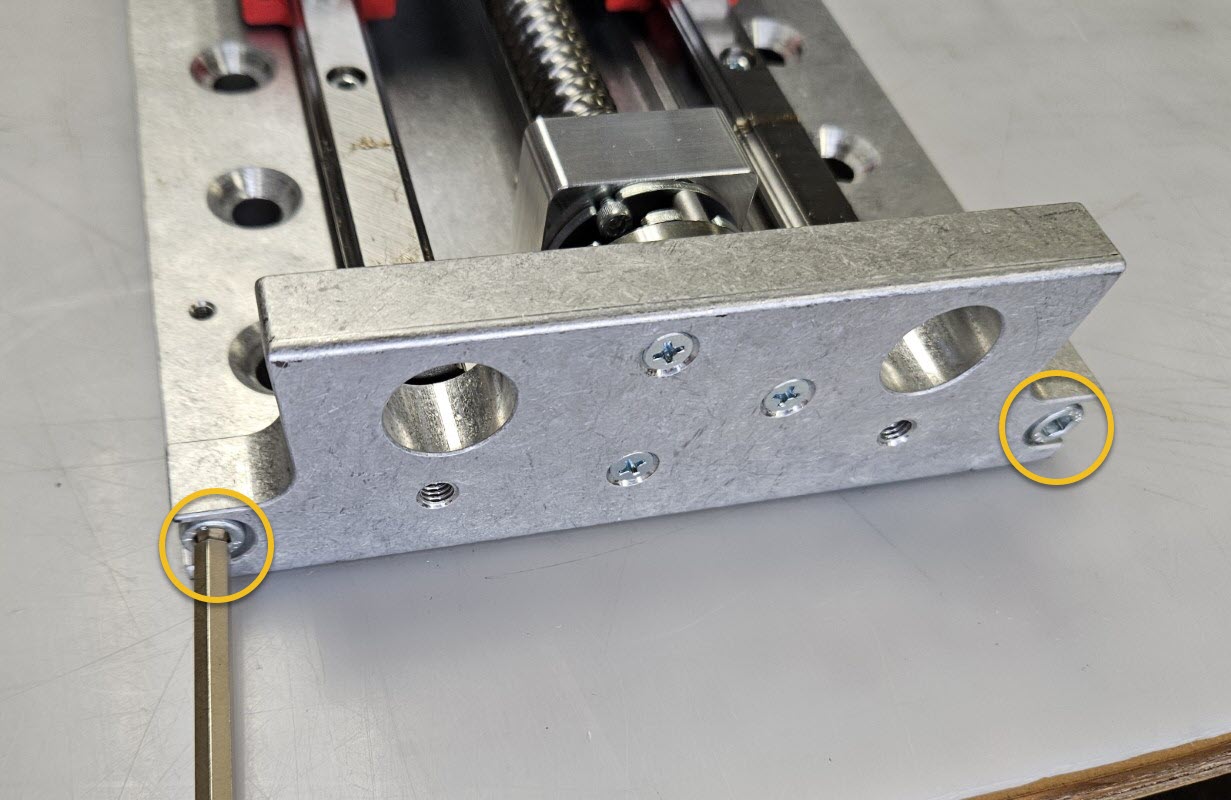
2.1 - Install Table Damper Mounts¶
2.1.1¶
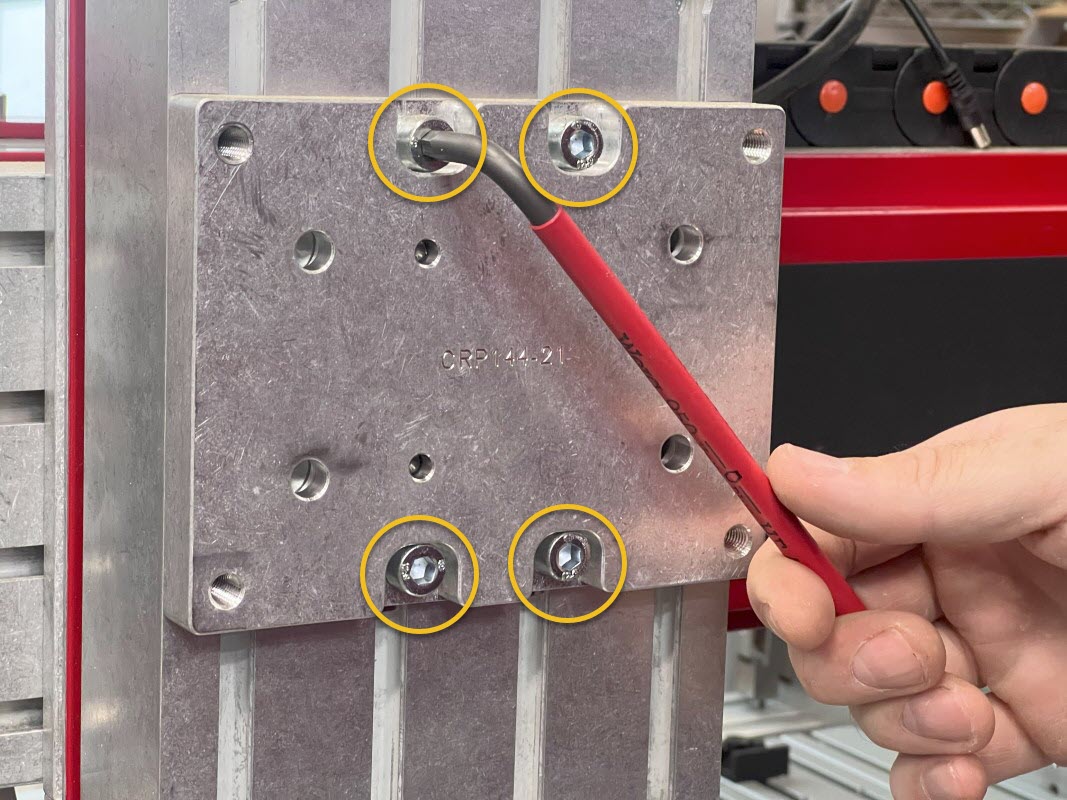
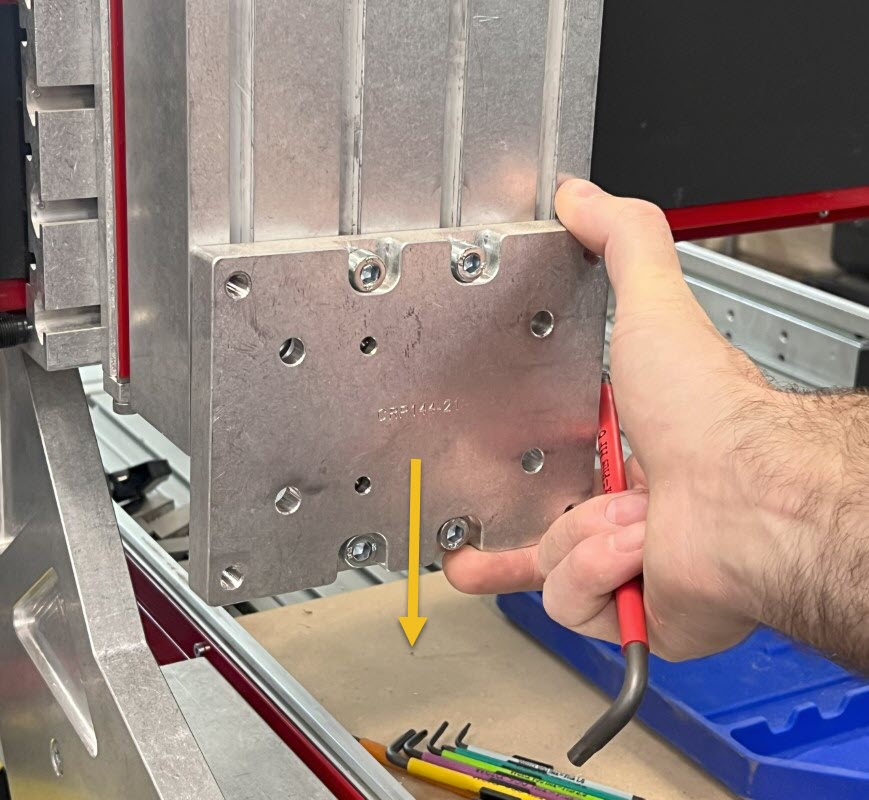
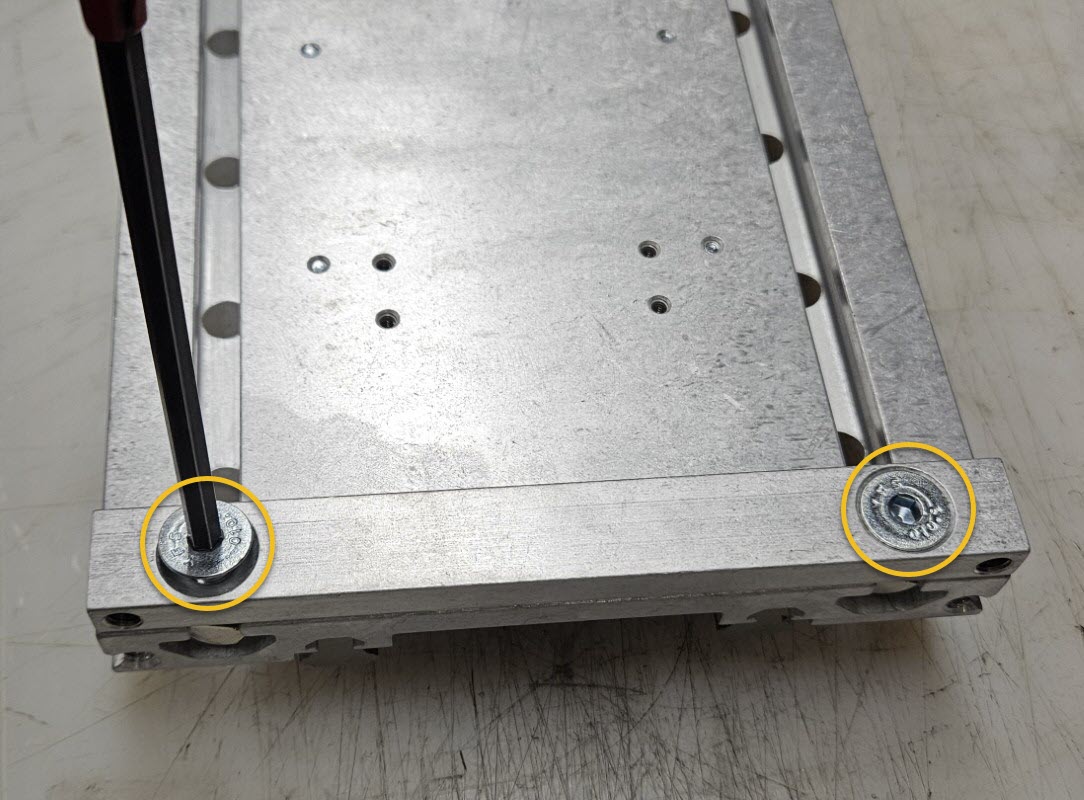
- Remove the bottom two M5 x 10mm screws connecting the riser plate to the front linear rail bearing block.
2.1.2¶

- Attach the Table Damper Mount A to the riser using the provided M5 x 20mm Socket Head Cap Screws B.
- Perform these steps on both the left and right sides of the machine.
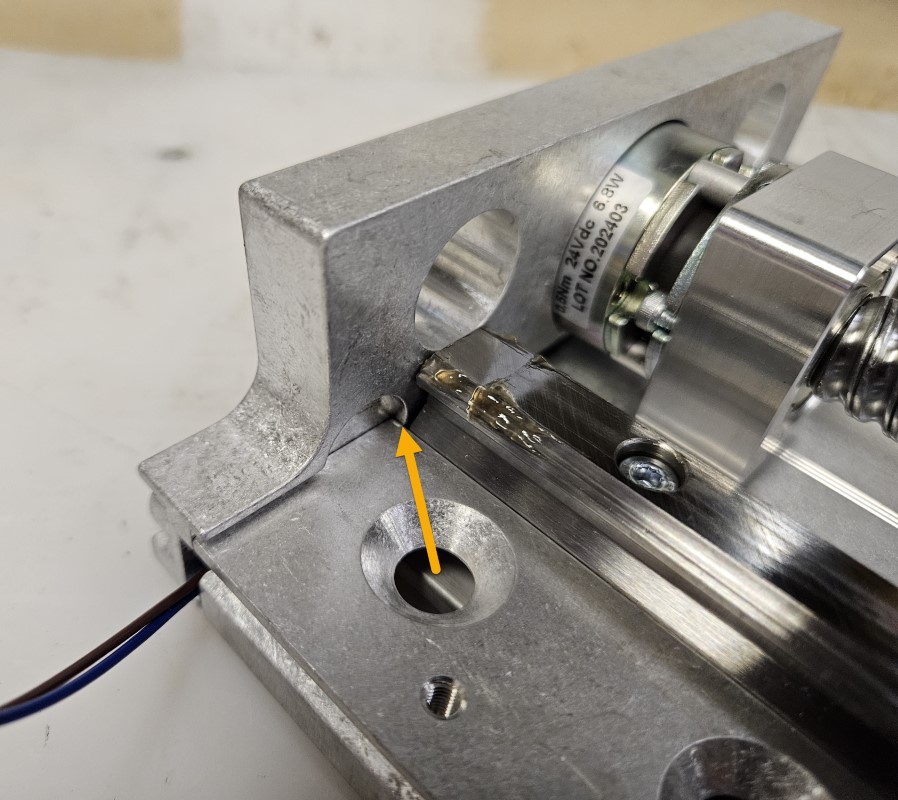
2.2 - Install Table Dampers¶

- Remove the Hex Jam Nut D from the end of the Damper C away from the plunger.
- Thread the damper into the damper mount. Adjust the damper end location to be 10mm (3/8") from the edge of the gantry riser.
- Tighten hex jam nut against the damper mount.
- Perform this step on both the left and right sides of the machine.
2.3 - Align Bumper Plates¶

- Move the gantry to the front of the machine.
- Push the gantry so that the Damper piston is just touching the Bumper Plate. If the plunger is not completely within the indentation on the plate, loosen the M8 socket head cap screws and adjust the plate so that the indentation lines up with the plunger.
- Retighten the M8 screws to lock the Bumper Plate in place.
- Perform this step on both the left and right sides of the machine.
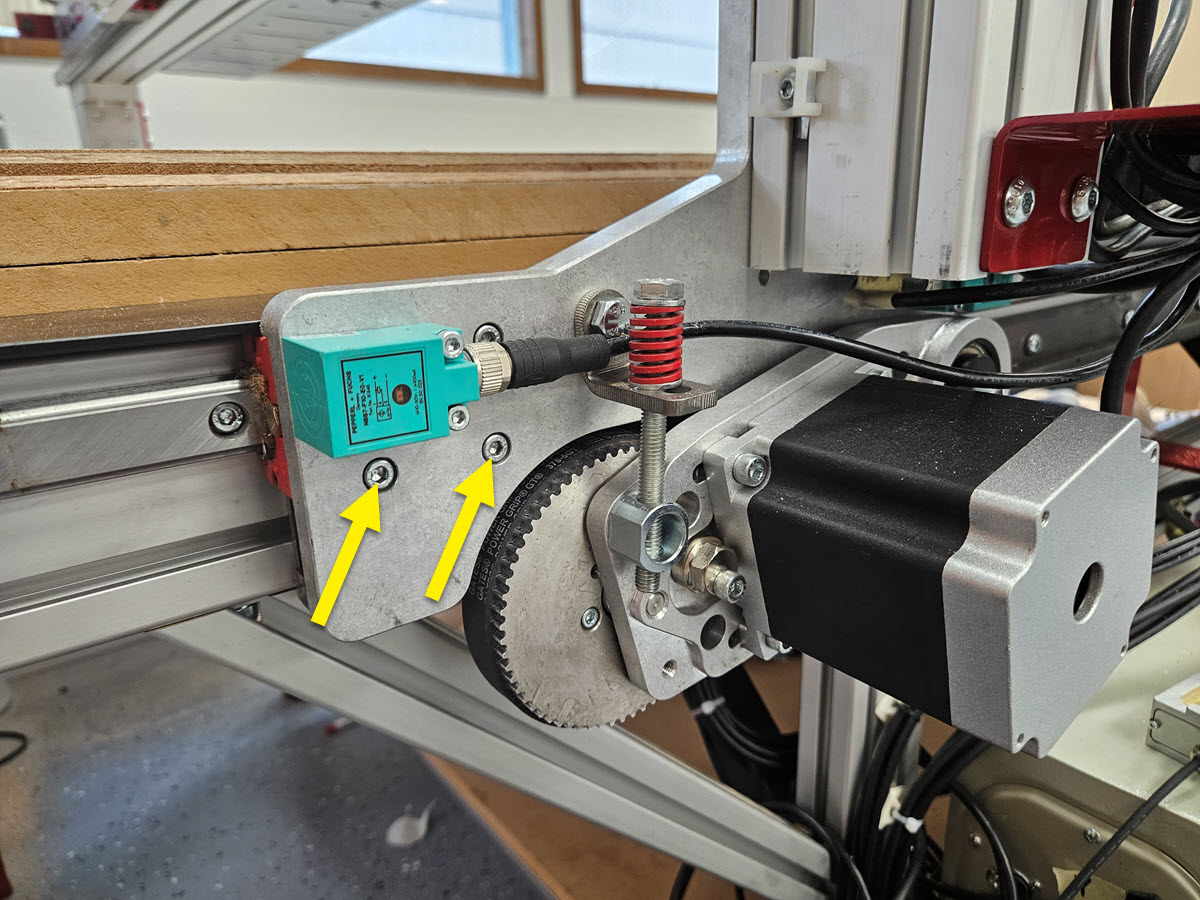
2.4 - Sensor Screw Adjustment¶

- Move the gantry to the front of the machine so the Damper is bottomed out on the Bumper Plate as shown.
- Adjust the M8 x 30mm Fine Pitch Socket Head Cap Screw so the tip is 1.5-3mm (1/16" - 1/8") from the face of the sensor.
- Lock the position with the M8 nut.
- Perform these steps on the left and right side of the machine.
3. Gantry Bumper and Damper¶
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
1 | Servo Bumper and Damper Upgrade Kit | CPR815-00-SRV-UP | |
A | 1 | PRO Gantry Axis Bumper Plate, Servo | |
B | 1 | Shim | |
C | 2 | M8 x 60mm Socket Head Cap Screw | |
D | 1 | Gantry Damper Mount | |
E | 1 | Damper | |
F | 2 | Hex Jam Nut | Included with Damper |
G | 1 | M8 x 16mm Hex Cap Screw | |
Tools List¶
| Requirement | Tool |
|---|---|
| Required | 6mm Allen Wrench |
| Required | 19mm Open End Wrench or Adjustable Wrench |
| Required | 13mm Box or Open End Wrench (ratcheting box wrench preferred) |
3.1 - Install Gantry Bumper Plate¶
Assembly Note
These instructions are based on installing the Tool Height Setter in the recommended location at the front left corner of the machine. If the Tool Height Setter is installed on the right side of your machine, install the shim under the right gantry bumper plate using the M8 x 60mm screws.
3.1.1¶
- Remove the existing gantry bumper plate and bumper from the left side of the gantry.
3.1.2¶

- Install the new PRO Gantry Axis Bumper Plate, Servo A and Shim B using the M8 x 60mm Socket Head Cap Screws C.
3.2 - Install Gantry Damper¶
3.2.1¶

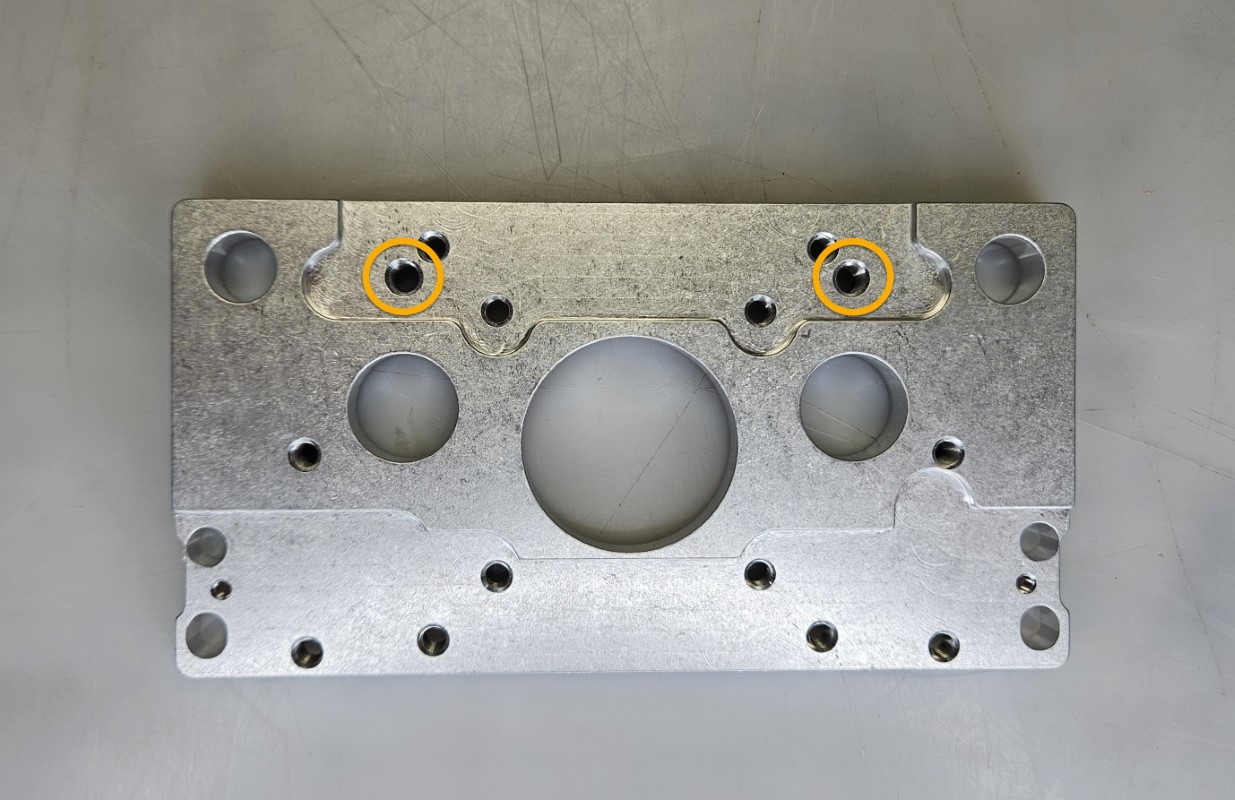
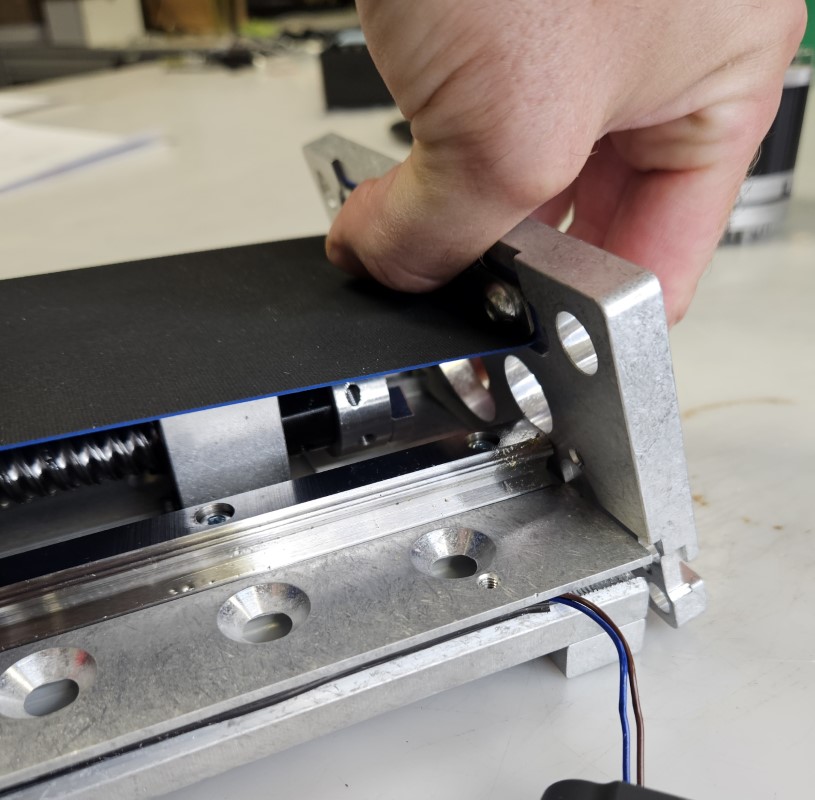
- Slide the gantry carriage toward the left side of the gantry, where it is easier to access the backside of the gantry plate.
- Install the Gantry Damper Mount D on the back of the gantry plate using the M8 x 16mm Hex Cap Screw G, as shown.
Assembly Note
For clarity, the gantry and associated components are not shown. The damper mount is installed by sliding it behind the gantry plate while it is mounted on your machine.
3.2.2¶

- Remove Hex Jam Nut F from the Damper E.
- Thread the Damper into the Damper Mount so that the face of the Damper is 9.5mm (3/8") from the end of the Gantry Plate as shown.
- Thread a Hex Jam Nut F onto the Damper and snug tight to lock the Damper in position.
3.3 - Gantry Damper Alignment¶

- Move the gantry carriage to the left side of the gantry.
- Push the gantry carriage so that the damper plunger is just touching the bumper plate. If the plunger is not completely within the indentation on the plate, loosen the M8 socket head cap screws and adjust the plate so that the indentation lines up with the plunger.
- Retighten the M8 screws to lock the bumper plate in place.
3.4 - Gantry Sensor Flag Adjustment¶

- Position the gantry sensor flags according to the table below, based on which side you installed your shim plate under the gantry bumper.
| Gantry Width | Flag | Shim Located on Left | Shim Located on Right |
|---|---|---|---|
| Standard | Left Sensor Flag | 22.5mm (7/8") | 32mm (1-1/4") |
| Standard | Right Sensor Flag | 38mm (1-1/2") | 28.5mm (1-1/8") |
| Extended | Left Sensor Flag | 16mm (5/8") | 6.5mm (1/4") |
| Extended | Right Sensor Flag | Flush with joining plate | 9.5mm (3/8") |
4. Table and Gantry Servo Motor¶
Assembly Note
Your kit includes four servo motors that are specifically tuned for each axis and are labeled accordingly. Ensure the motors are installed on the proper axis for proper performance of your CNC machine. Use the larger motors labeled X-axis and Y-axis in this section.
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
A | 3 | Servo Motor Labels: X, Y (2x) | Servo Motor Kit |
1 | Servo Motor Hardware Kit | CRP320-00-XX-SRV-UP | |
B | 3 | Motor Shaft Key | |
C | 3 | Motor Pulley | |
D | 12 | M5 Hex Weld Nut | |
E | 12 | M5 x 22mm Socket Head Cap Screw | |
F | 12 | M5 x 22mm Flat Washer | |
Assembly Note
The parts list above contains generic part numbers for items that have multiple versions available.
| Existing Motors | NEMA 23 | NEMA 34 |
| Servo Motor Hardware Kit CRP320-00-XX-SRV-UP | 02 | 03 |
Tools List¶
| Requirement | Tool |
|---|---|
| Required | 3/32" Allen Wrench |
| Required | 4mm Allen Wrench |
| Required | 1/4" Allen Wrench |
| Required | 5/16" Allen Wrench |
| Required | 16mm Combination Wrench |
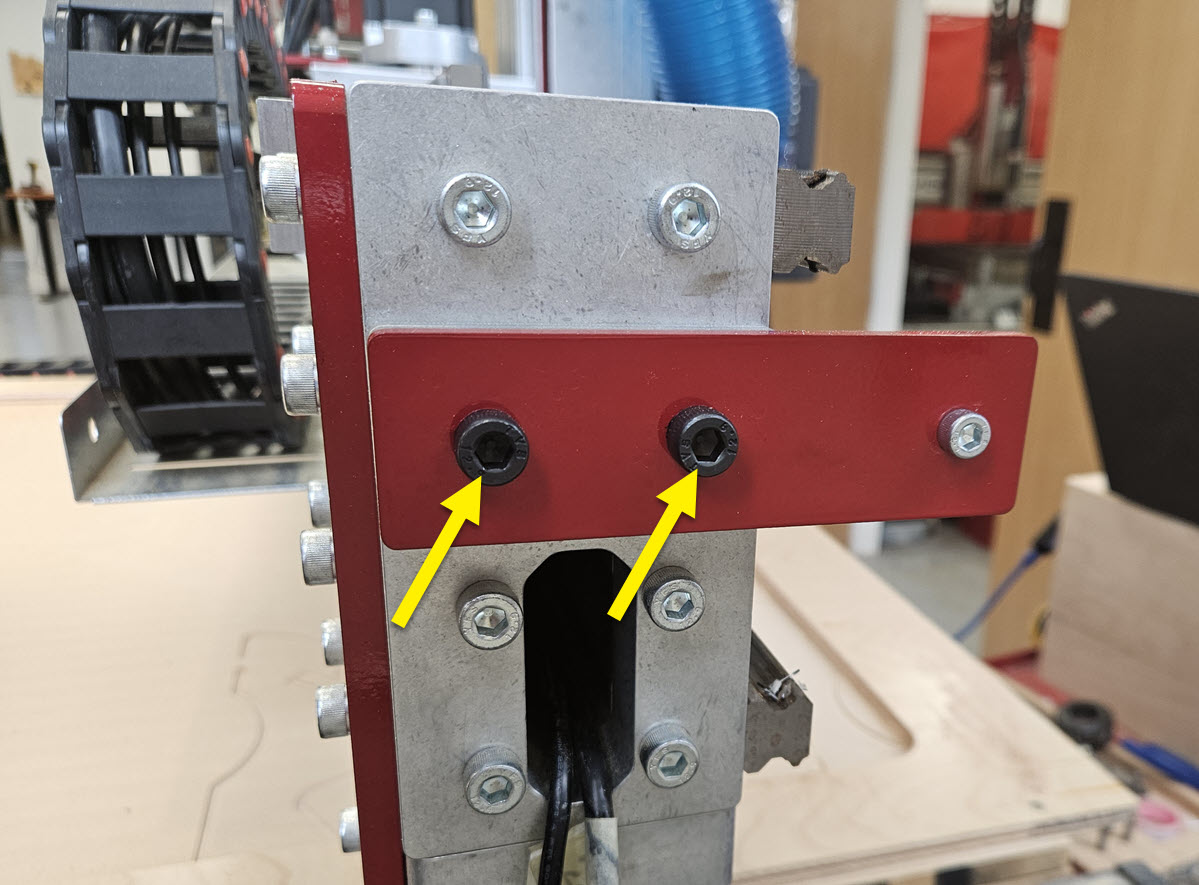
4.1 - Remove Rack and Pinion Drives¶
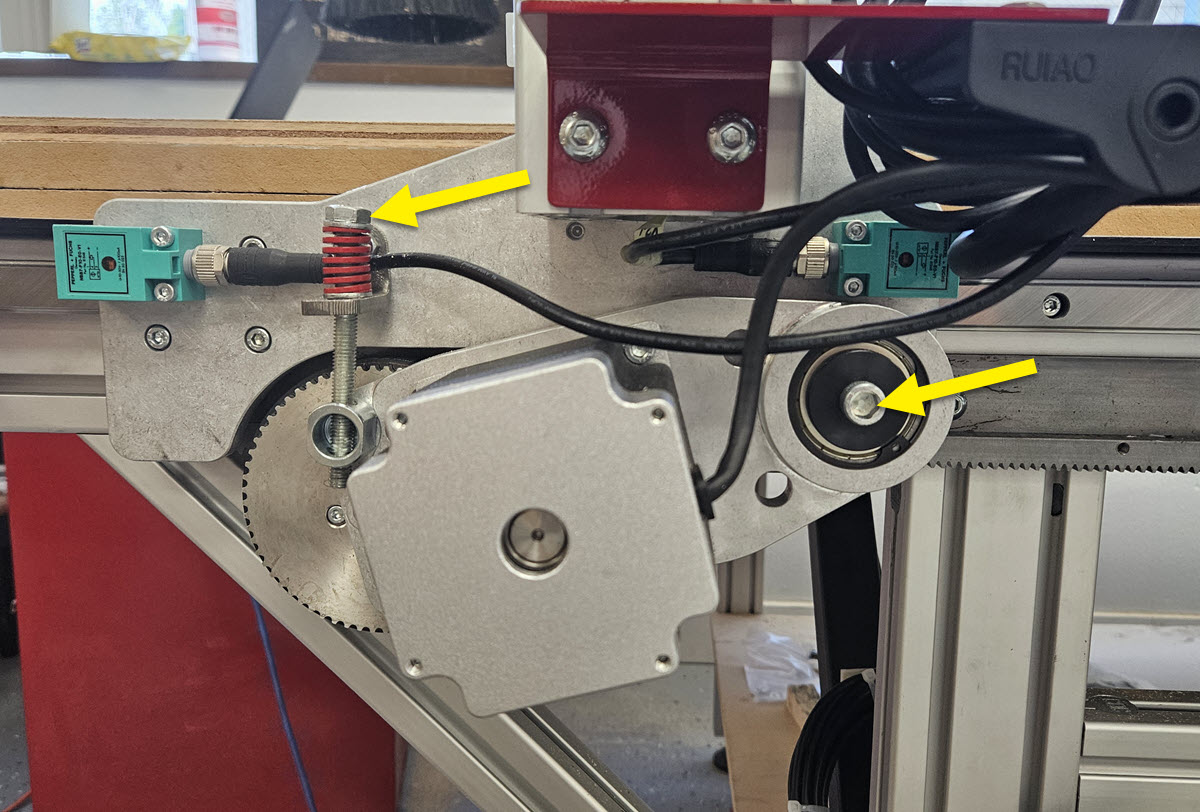
- Unhook motor cable from existing motor.
- Remove rack and pinion drive assembly by removing the tension bolt and the pivot shaft.
- Repeat this process for all three rack and pinion drive assemblies.
4.2 - Remove Existing Motors¶
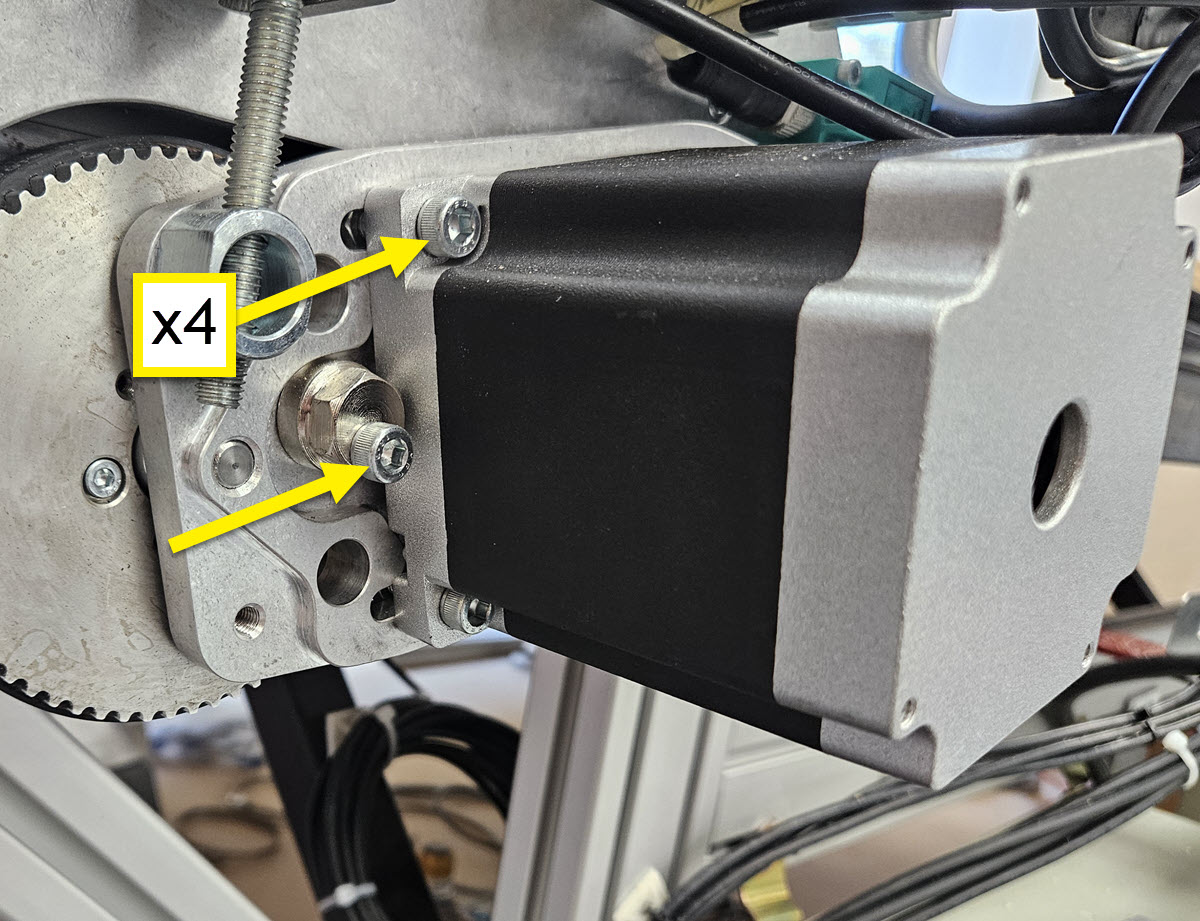
- Loosen the cam tensioner and remove the four M5 screws securing the motor to the drive plate. These screws can be discarded.
4.3 - Install Motor Pulleys¶
4.3.1¶

- Ensure the Motor Shaft Key B is securely installed onto the motor shaft.
- Slide the Motor Pulley C onto the shaft of the Motor A as indicated.
4.3.2¶

- Adjust the Motor Pulley C such that the top of the pulley is 33.5mm (1-5/16") from the motor flat.
4.3.3¶

- Apply blue thread locker to the set screws (thread locker not included).
- Fully tighten the set screws.
Assembly Note
Do not over tighten, but ensure fasteners are completely seated.
4.4 - Install Servo Motors¶
4.4.1¶

- Set the M5 Hex Weld Nuts D in the indicated slots on the drive plate.
Assembly Note
If the provided M5 Hex Weld Nuts do not fit your existing Rack and Pinion drive plates, reuse your existing M5 hex nuts.
4.4.2¶

- Attach the Motor A to the drive plate using the M5 x 22mm Socket Head Cap Screws E and M5 Flat Washers F.
- Partially tighten the fasteners.
Assembly Note
Orient the motor with the motor cable plug pointing away from the bearing cup.
4.4.3¶

- Slide the drive belt over the motor pulley and gear set.
Assembly Note
It may be necessary to slide the motor closer to the gear set as indicated.
4.4.4¶

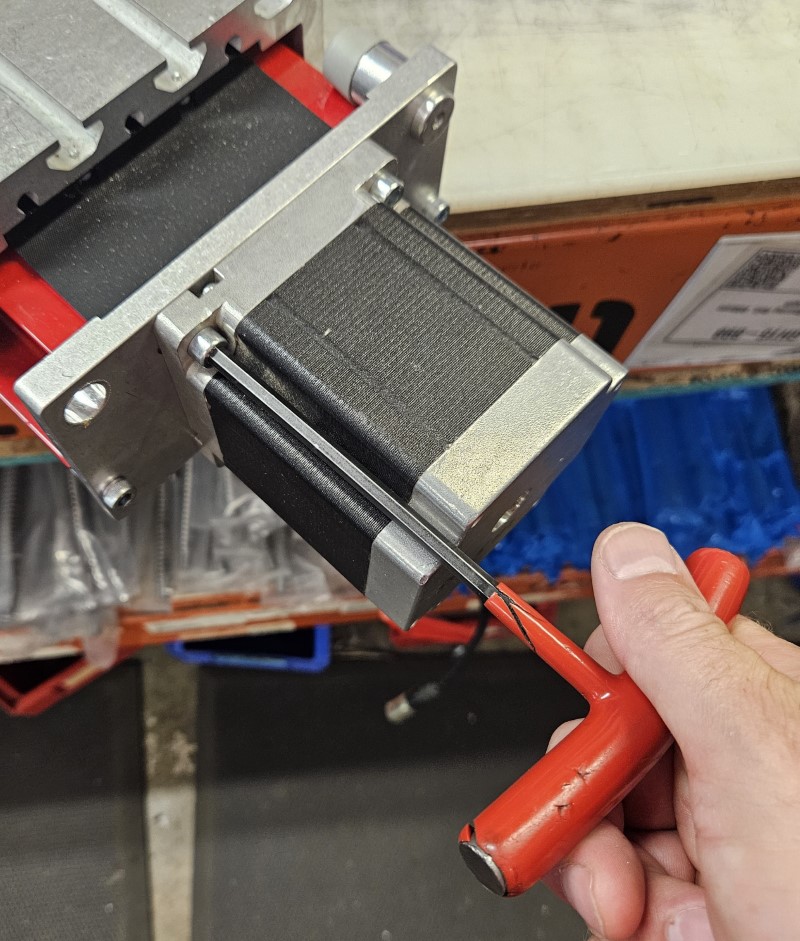
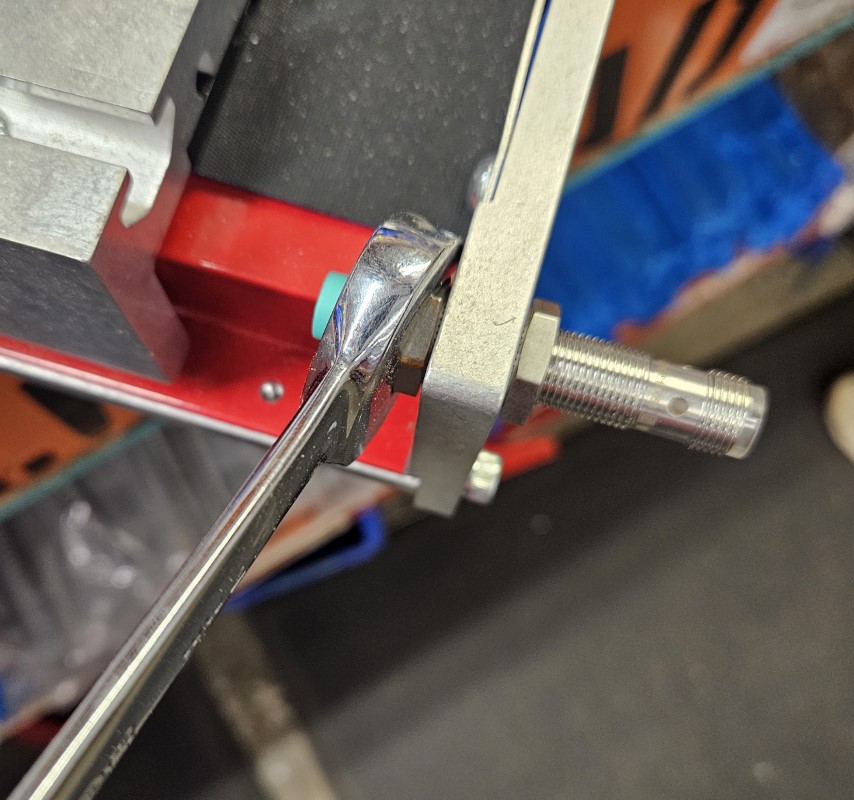
- Use a 16mm wrench to turn the cam tensioner against the motor.
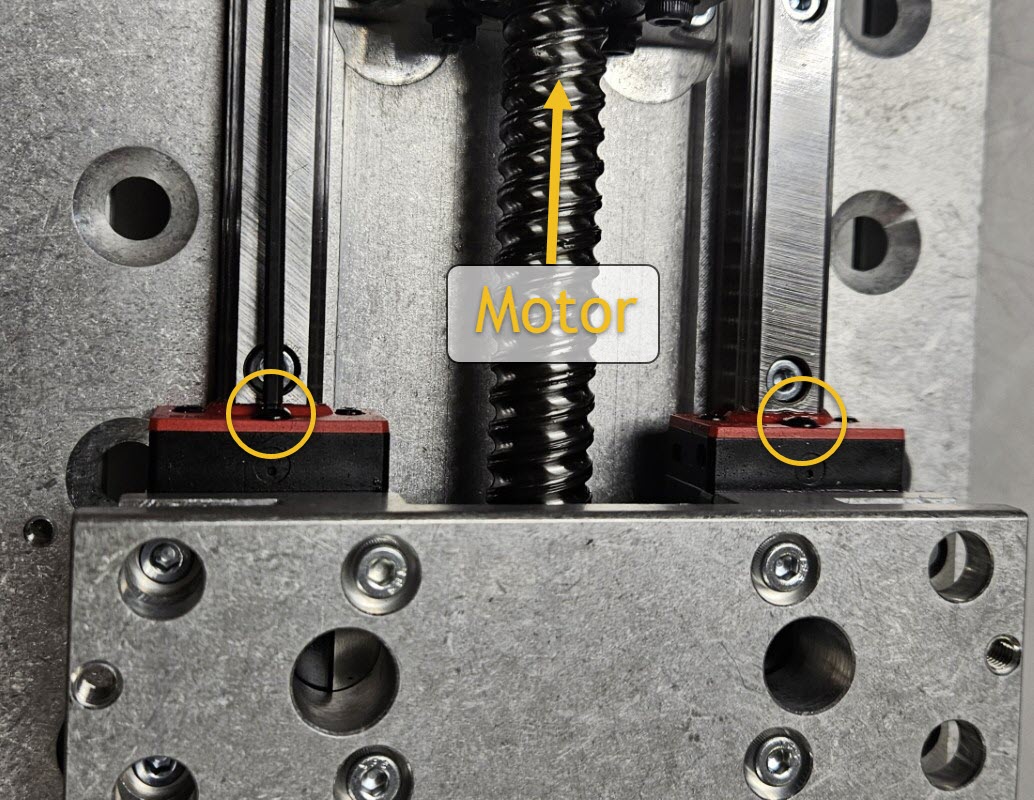
4.4.5¶

- Hold the cam tensioner against the motor to generate belt tension. The belt should be tight enough such that the belt can only be squeezed 2-3mm (1/16" - 1/8") with your fingers at the indicated locations.
4.4.6¶

- With the belt tensioned, fully tighten all four M5 x 22mm Socket Head Cap Screws E.
Reinstall the R&P drives on your machine.
5. Retrofit Z-axis¶
Note
You will have received one of two different kit variations. Revision notes and labels will assist in directing you to the correct instructions.
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
1 | Z-Axis Upgrade Kit, Servo | ||
A | 4 | Grease Fitting | Z-Axis Upgrade Hardware |
B | 1 | Electromagnetic Brake Coupling | Z-Axis Upgrade Hardware |
C | 1 | Ballscrew Brake Coupling | Z-Axis Upgrade Hardware |
D | 1 | Ballscrew Coupling Later Revision | Formed during assembly |
D | 1 | Bearing Earlier Revision | Z-Axis Upgrade Hardware |
E | 1 | Ballscrew Brake Connector Harness | Z-Axis Upgrade Hardware |
F | 1 | Z-Axis End Plate with Brake | Z-Axis Upgrade Hardware |
G | 2 | M3 x 5mm Flat Head Screw | Z-Axis Upgrade Hardware |
H | 2 | M8 Roll-in T-nut | Z-Axis Upgrade Hardware |
I | 1 | Motor Support Bar | Z-Axis Upgrade Hardware |
J | 2 | M8 x 20mm Flat Head Screw | Z-Axis Upgrade Hardware |
K | 1 | Rapplon Dust Cover | Z-Axis Upgrade Hardware |
L | 1 | Motor Mount Plate | Z-Axis Upgrade Hardware |
M | 4 | M6 x 20mm Socket Head Cap Screw | Z-Axis Upgrade Hardware |
N | 1 | Cordstock | Z-Axis Upgrade Hardware |
O | 2 | M5 x 14mm Socket Head Cap Screw | Z-Axis Upgrade Hardware |
P | 1 | Damper | Z-Axis Upgrade Hardware |
Q | 1 | Servo Motor Label: Z | Servo Motor Kit |
R | 4 | M5 x 14mm Socket Head Cap Screw | Z-Axis Upgrade Hardware |
S | 4 | Flat Washer | Z-Axis Upgrade Hardware |
Tools List¶
| Requirement | Tool |
|---|---|
| Required | Imperial Allen Wrenches 3/32", 1/4", 5/16" |
| Required | Metric Allen Wrenches 2mm, 2.5mm, 3mm, 4mm, 6mm |
| Required | Metric Combination Wrenches 14mm, 16mm, 17mm |
| Required | 5mm socket, driver, extension |
| Required | Small Phillips Screwdriver (PH1) |
| Recommended | Medium strength thread locker |
5.1 - Remove Z-Axis¶
5.1.1¶

- Disconnect the M23 cable from the spindle.
5.1.2¶

- Remove the spindle and tramming plate together by removing the four bolts holding the tramming plate to the spindle mount adapter plate.
5.1.3¶

- Mark the location of your spindle mount adapter plate on the Z-axis moving plate to make reinstallation easier.
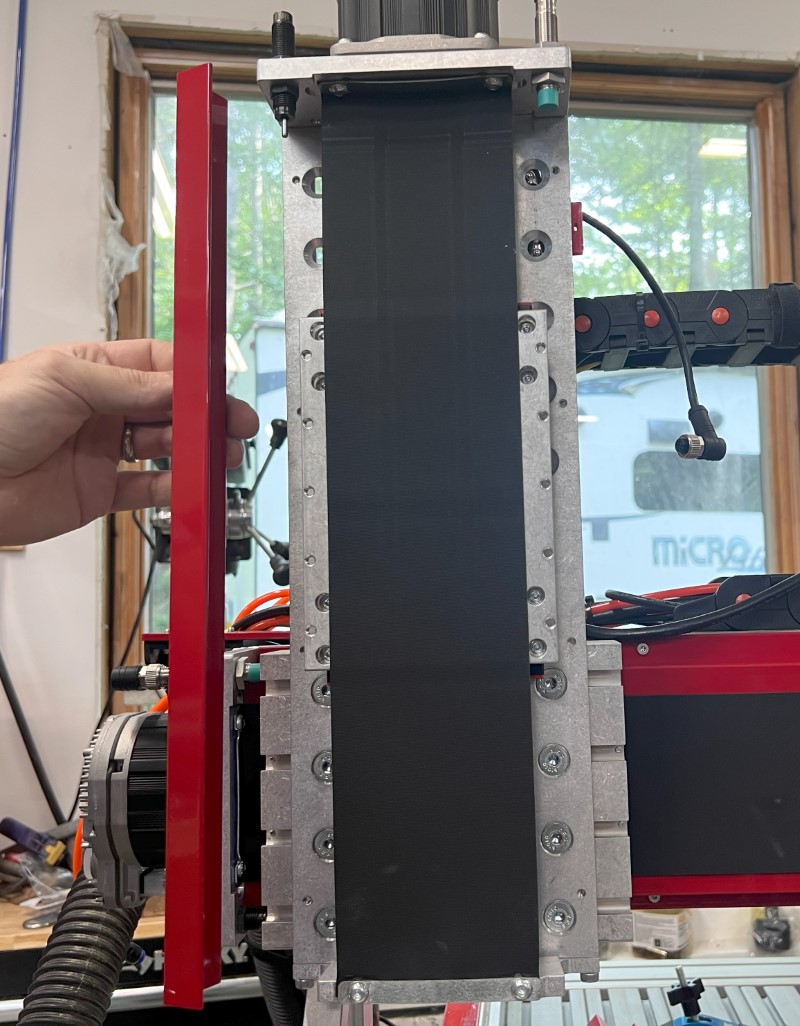
5.1.4¶
- Loosen the four M8 screws connecting the spindle mount adapter plate to the moving plate enough that it will slide, but still retain the T-nuts in the moving plate slots.
- Slide the plate off the bottom of the moving plate.
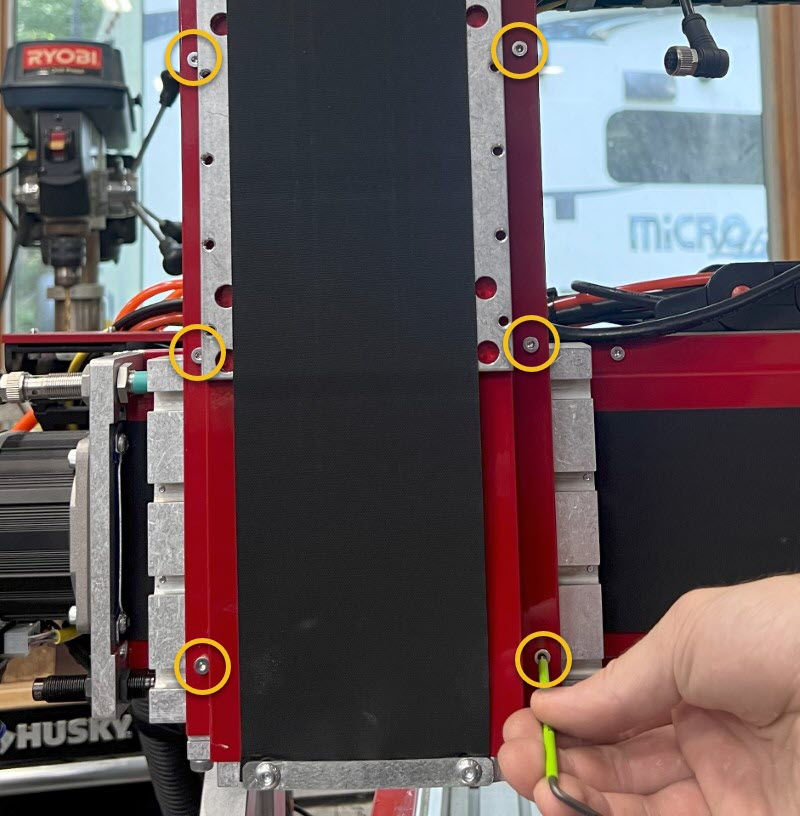
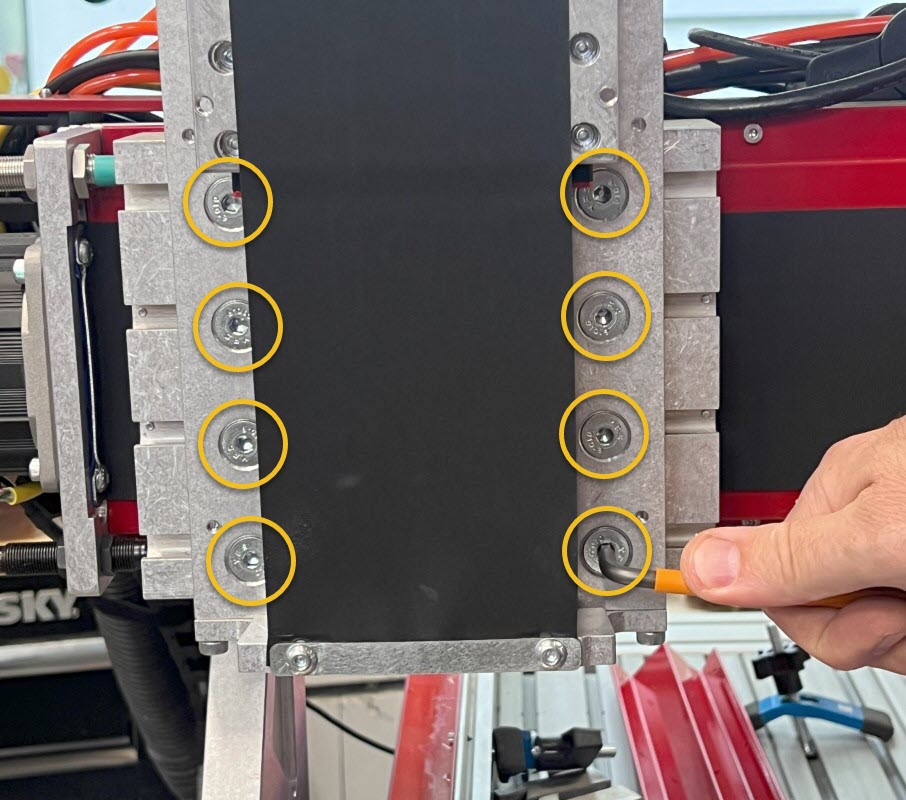
5.1.5¶
- Remove the 10 screws securing the moving plate to the Z-axis and remove the moving plate.
5.1.6¶

- Disconnect the sensor cable from the Z-axis proximity sensor.
5.1.7¶
- Disconnect the Z-axis motor cable.
5.1.8¶
- Remove the screws securing the dust covers.
- Remove the dust covers.
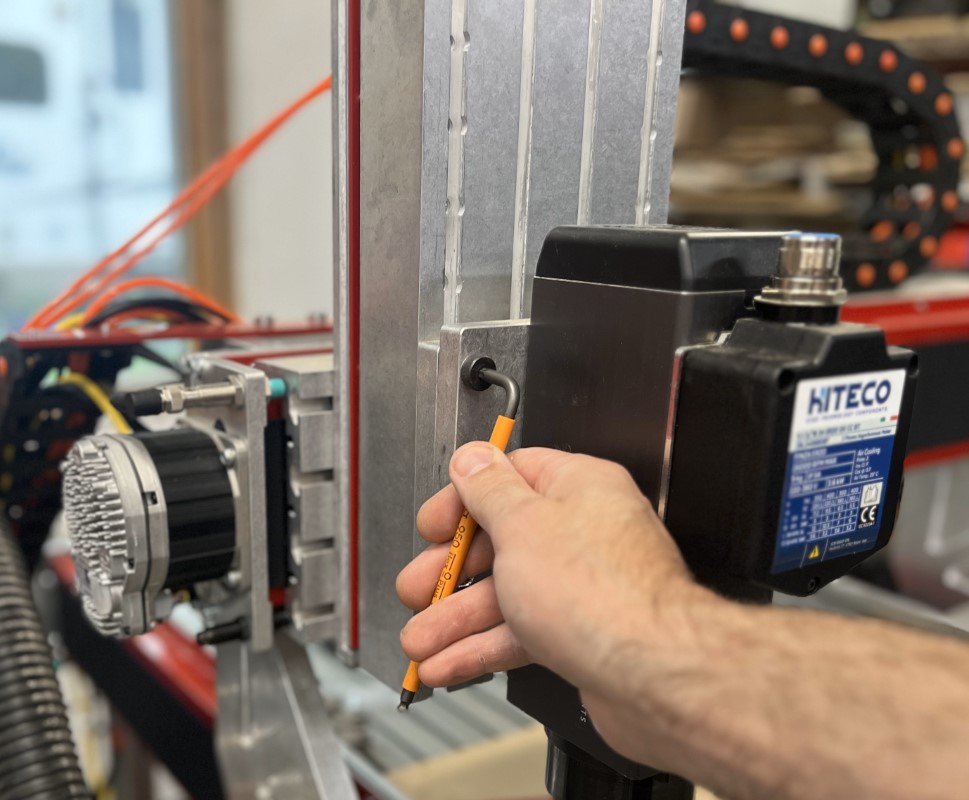
5.1.9¶
- Remove the eight M8 screws securing the Z-axis to the gantry plate.
- Remove the Z-axis from the gantry plate.
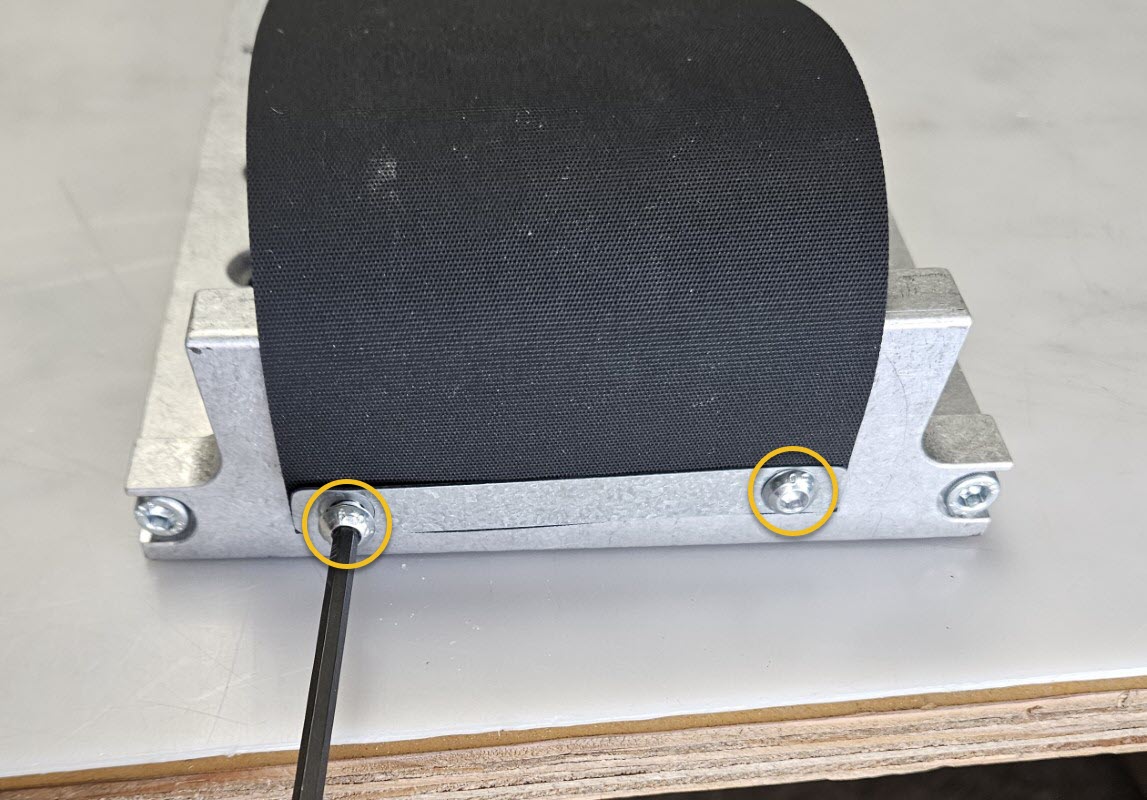
5.2 - Disassemble Z-axis¶
5.2.1¶
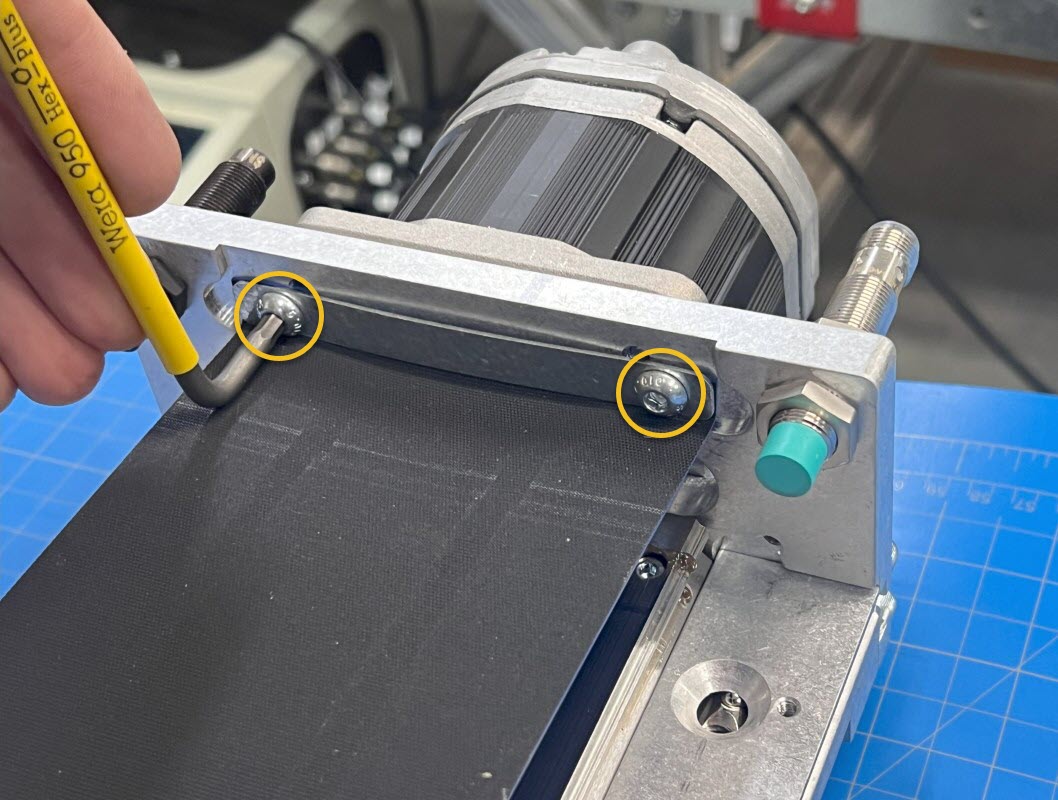
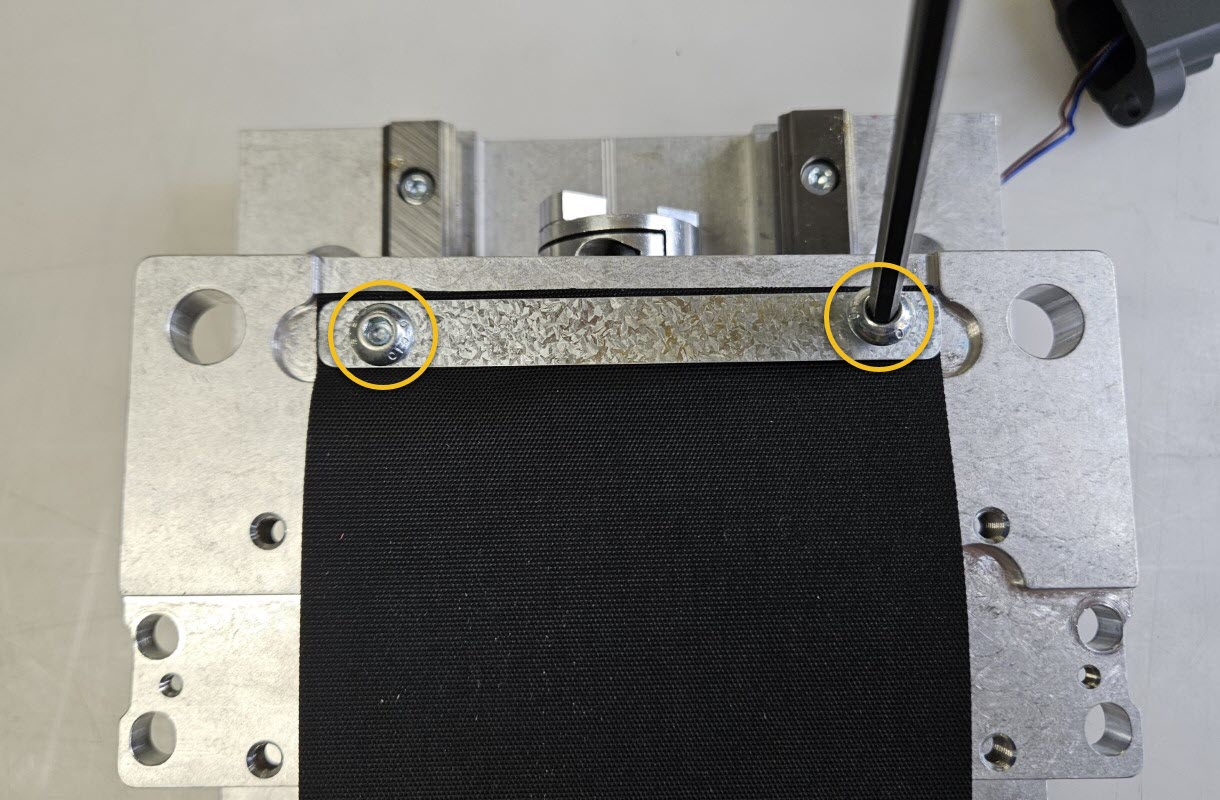
- Remove the two screws holding the Rapplon dust cover at each end of the Z-axis.
- Remove the Rapplon dust cover from the Z-axis. This may be discarded. Keep the screws and clamping bars for reinstallation later.
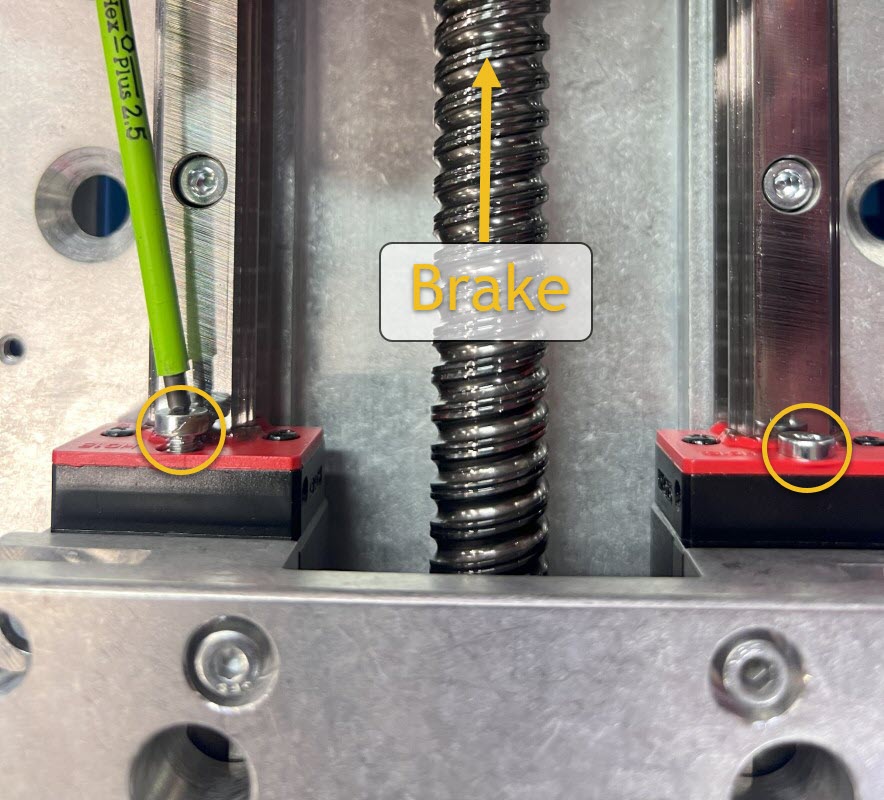
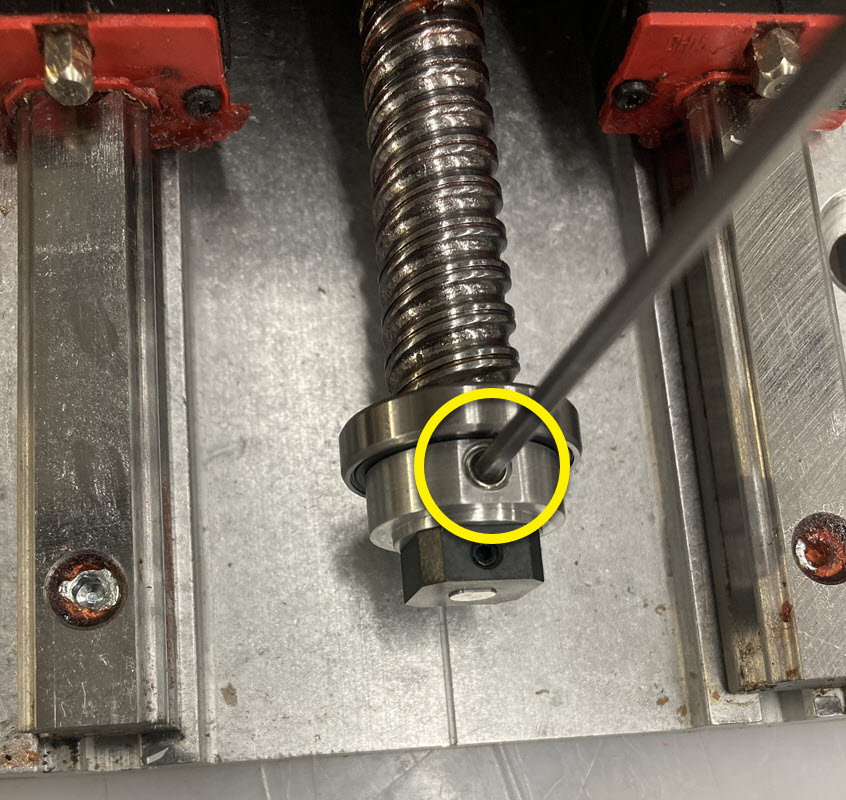
5.2.2¶
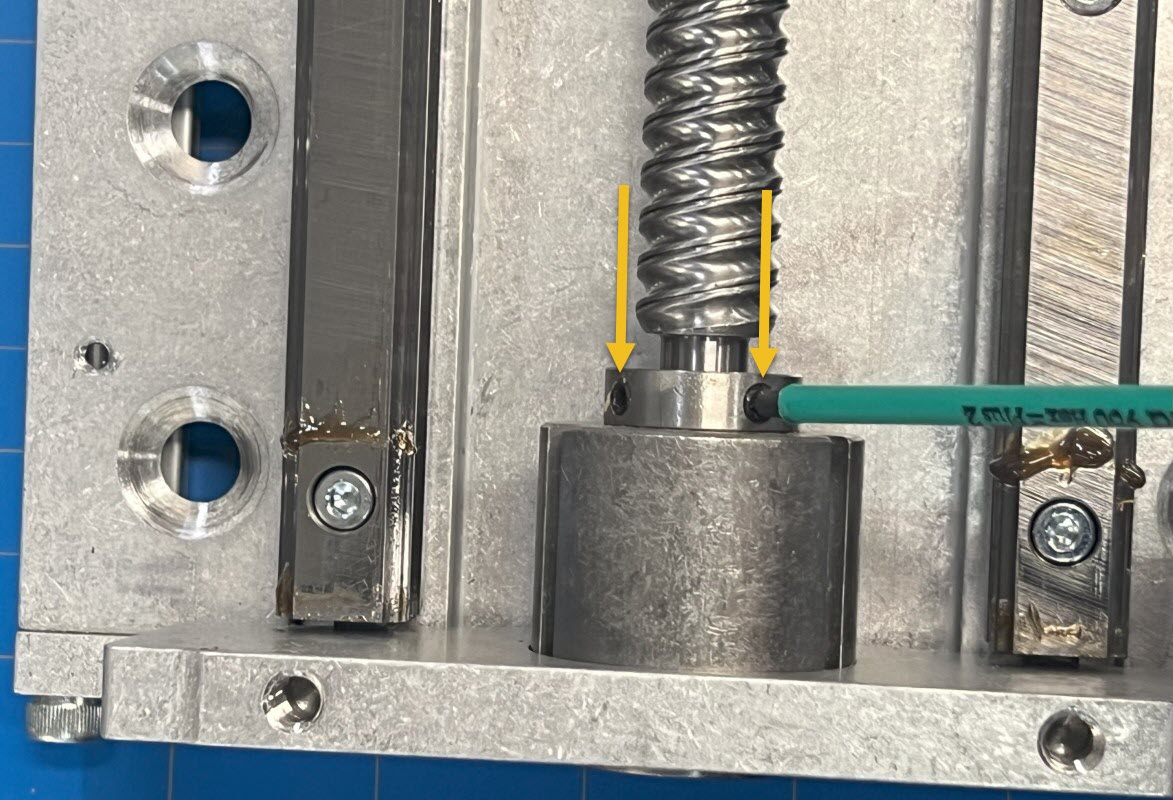
- Loosen the two set screws where the ballscrew meets the drag brake.
- You may need to manually rotate the ballscrew to access both set screws.
5.2.3¶
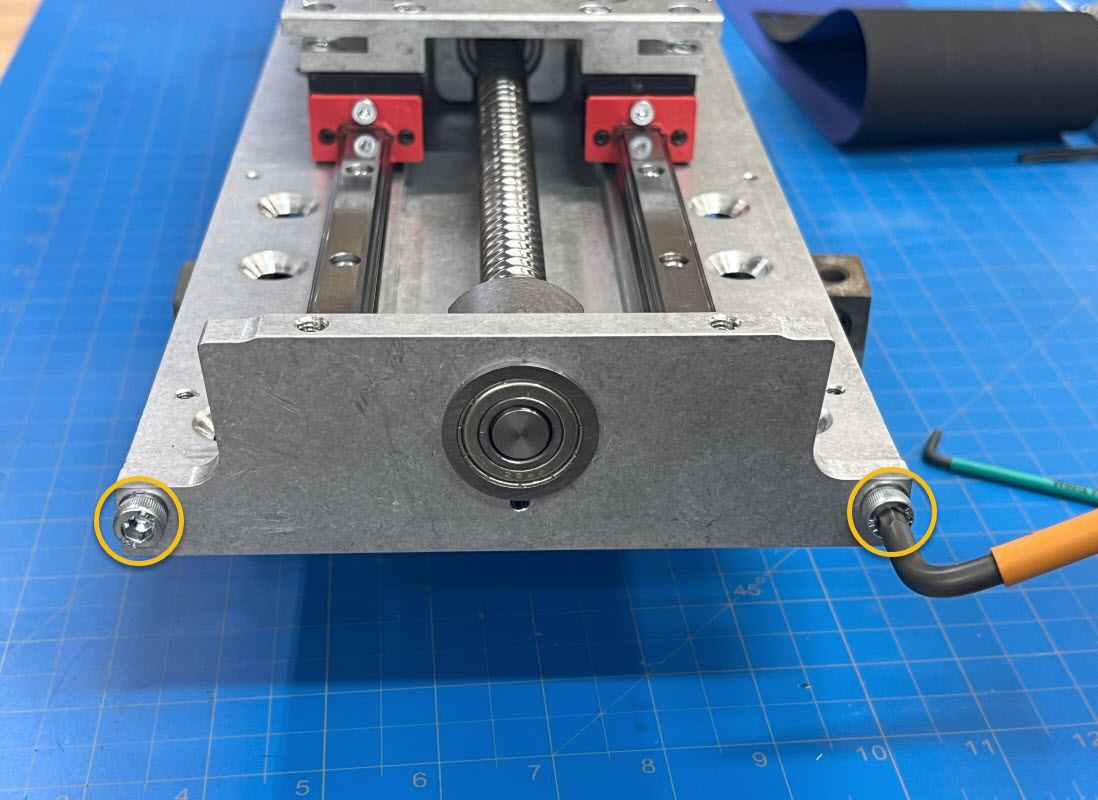
- Remove the two socket head cap screws securing the bottom plate to the Z-axis. Keep these fasteners.
- Remove the Z-axis bottom plate and drag brake from the Z-axis.
5.2.4¶
- At the other end of the Z-axis, remove the four socket head cap screws securing the Z-axis motor to the Z-axis.
- These fasteners will be replaced with new hardware included in the upgrade kit.
5.2.5¶
- Loosen the jam nuts securing the Z-axis proximity sensor with a 17mm wrench.
- Remove and keep the proximity sensor and jam nuts.
5.2.6¶
- Remove the two socket head cap screws securing the motor mount plate to the Z-axis.
- Remove the motor mount plate.
5.2.7¶
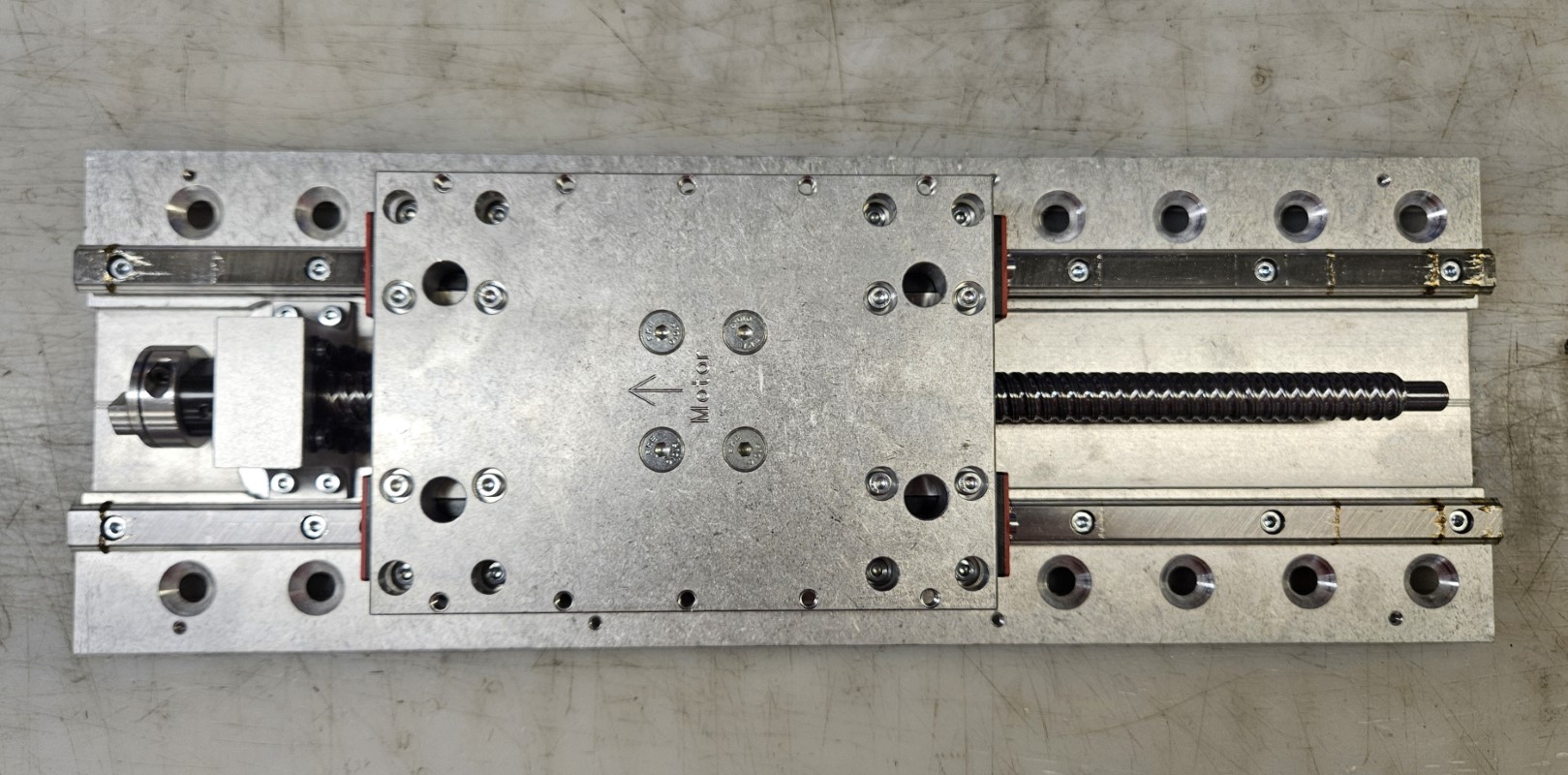
- Your Z-axis disassembly is complete and should look like this, above.
5.3 - Install New Grease Fittings¶
The new included end plates on your Z-axis are designed to allow you to grease your Z-axis bearing blocks. To facilitate greasing, grease fittings need to be added to your bearing blocks. Once these are added you can grease your axis by removing the bottom of the rapplon and the motor and then back driving the moving plate to each end of the axis. The holes in the end plates will allow you to reach the grease fittings with a needle tip grease gun.
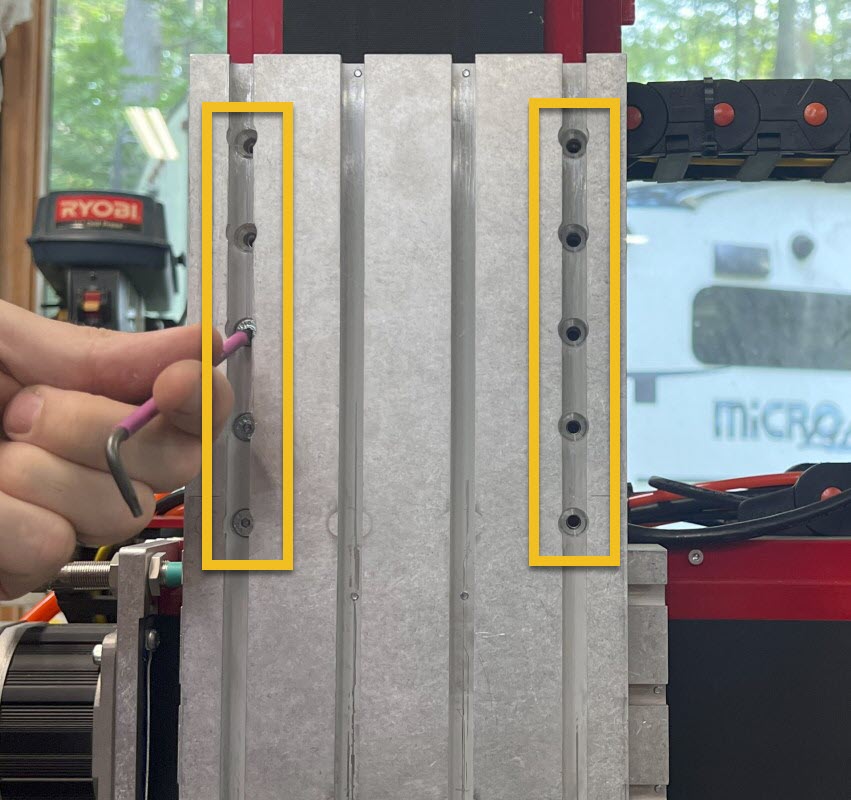
5.3.1¶
- Remove one center screw from the exposed end of each existing Z-axis bearing block, as shown.
- The motor end will have button head screws.
- The brake end will have socket head cap screws.
5.3.2¶
- Install the provided Grease Fittings A with a 5mm socket.
5.4 - Install New Brake and End Plate¶
Revision Note
You will have received one of two different kit variations. Use the pictures below to identify your variation and follow the correct instructions.
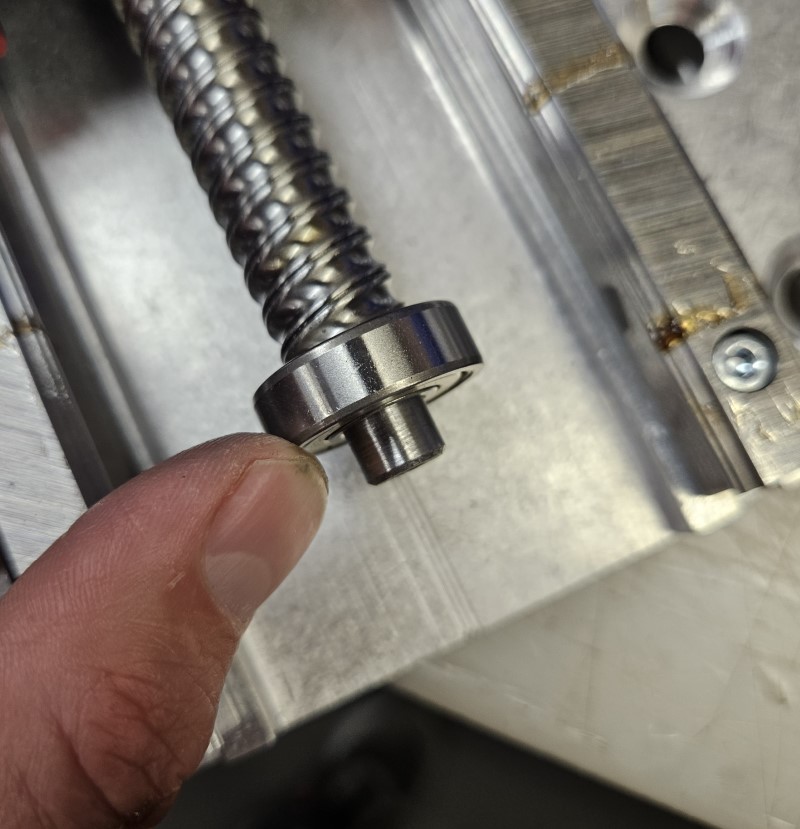
- If the bearing is pressed onto the coupling, follow the steps labeled Later Revision:

Later Revision - If the bearing and coupling are separate, follow the steps labeled Earlier Revision:

Earlier Revision
5.4.1¶
Later Revision

- Attach the Electromagnetic Brake Coupling B to the Ballscrew Brake Coupling C, sliding it onto the shaft as far as it will go.
- Tighten the set screw on the Electromagnetic Brake Coupling to secure it to the Ballscrew Brake Coupling. This assembly is now the Ballscrew Coupling D.
5.4.1¶
Earlier Revision

- Attach the Electromagnetic Brake Coupling B to the Ballscrew Brake Coupling C, sliding it onto the shaft as far as it will go.
- Tighten the set screw on the Electromagnetic Brake Coupling to secure it to the Ballscrew Coupling.
5.4.2¶
Later Revision
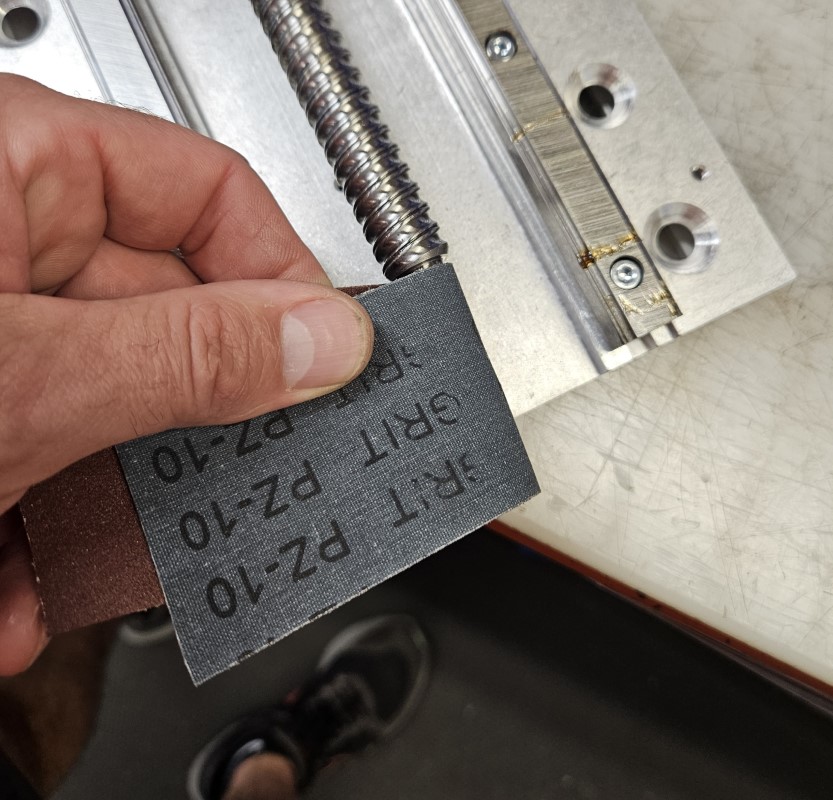
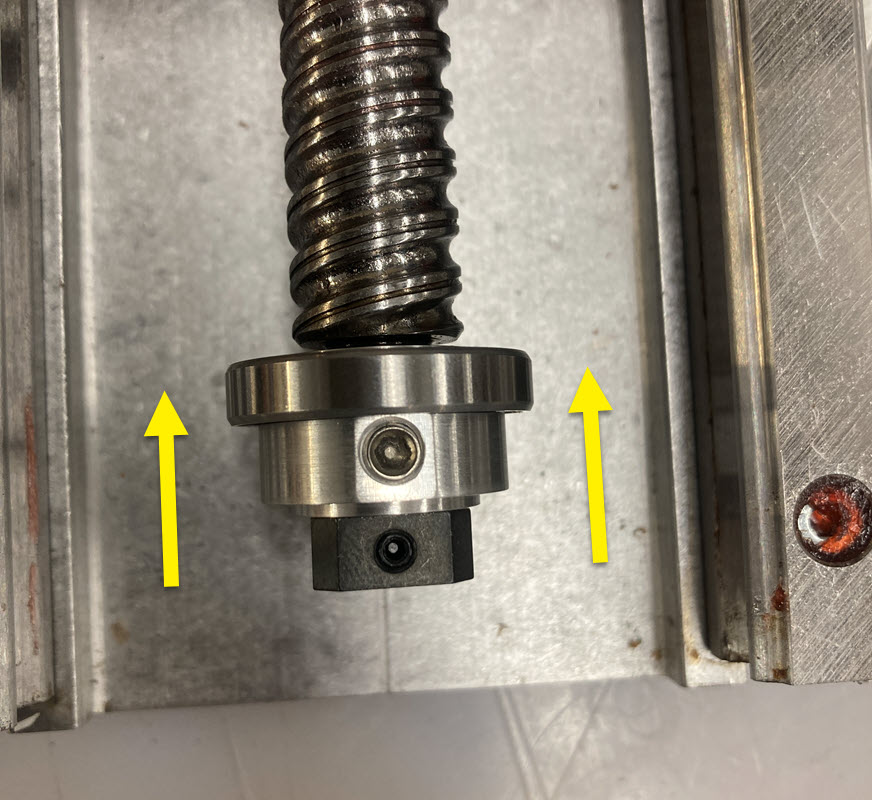
- Slide the Ballscrew Coupling D onto the ballscrew shaft until it stops. There will be a gap between the bearing and the ballscrew shoulder.
- You may need to remove the burrs created by the previous drag brake set screws. Emory cloth or fine sand paper may be used to smooth these surface imperfections.
5.4.2¶
Earlier Revision
- Slide the Bearing D onto the ballscrew shaft.
- You may need to remove the burrs created by the previous drag brake set screws. Emory cloth or fine sand paper may be used to smooth these surface imperfections.
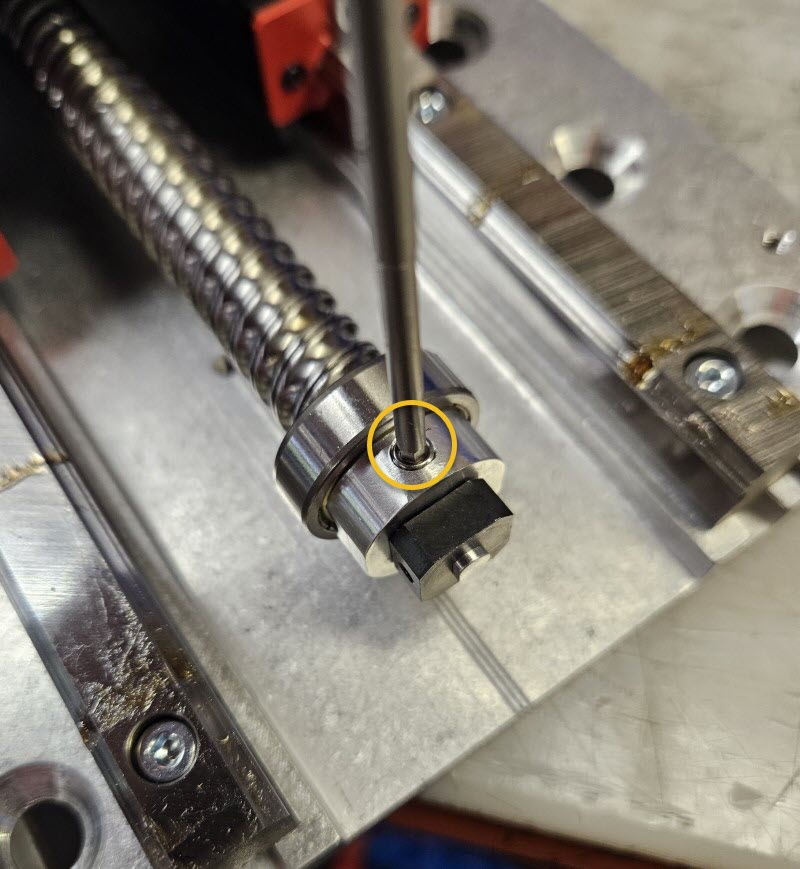
5.4.3¶
Later Revision
- Tighten both set screws to secure the Ballscrew Coupling D.
Assembly Note
We recommend applying medium strength thread locker to these set screws during installation of the Ballscrew Coupling assembly.
5.4.3¶
Earlier Revision
- Attach the Ballscrew Coupling assembly to the ballscrew. Tighten both set screws to secure it.
Assembly Note
We recommend applying medium strength thread locker to these set screws during installation of the Ballscrew Coupling assembly.
5.4.4¶
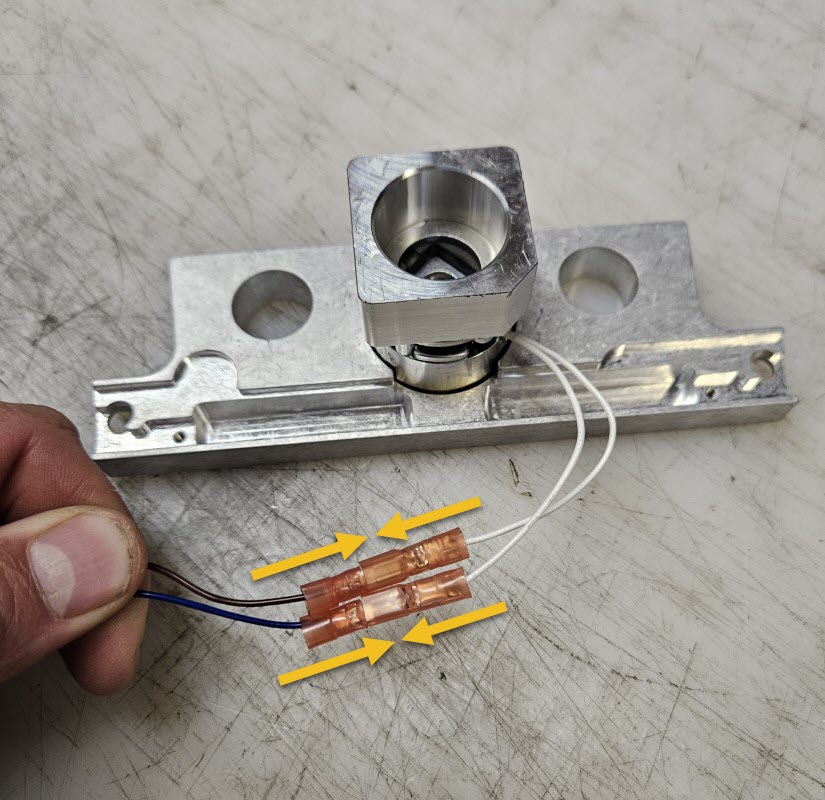
- Connect the Ballscrew Brake Connector Harness E wires to the Z-Axis End Plate with Brake F wires.
- The polarity is not important and the wires may be connected in either orientation.
5.4.5¶
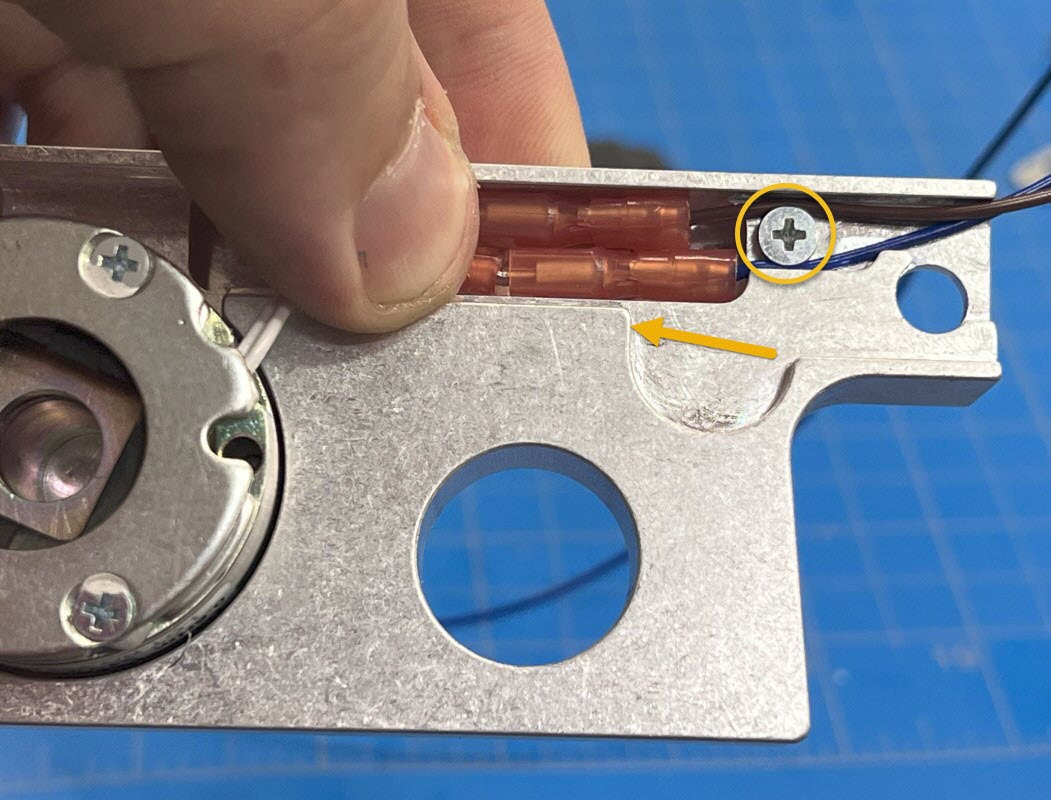
- Press the wire disconnects into the pocket on the Z-Axis End Plate with Brake.
- Using one M3 x 5mm Flat Head Screw G , lightly secure the wires being careful not to damage them. Apply only enough pressure with the screw head that the wires are not able to move freely anymore.
- When complete, the wires should exit the End Plate on the right side.
5.4.6¶
- Position Z-Axis End Plate with Brake assembly onto the bottom of the Z-axis.
- Ensure wires are retained in the machined pocket at the bottom of the End Plate and not pinched.
- Slide the End Plate assembly onto the bearing. Slowly rotate the ballscrew until the Brake Coupling aligns with the brake and allows the End Plate to sit flush with the Z-axis with no extra force.
5.4.7¶
- Loosely attach the End Plate with two original socket head cap screws.
5.4.8¶
- Ensure the reference surface is tight to the Z-Axis End Plate and that the plate is pressed down against the Z-axis.
- Tighten the two End Plate socket head cap screws.
5.4.9¶
- Attach the included Rapplon Dust Cover K to the Z-Axis End Plate, reusing the original screws and clamping bar. The other end will be attached in a later step.
5.5 - Install New Motor Mount Plate¶
5.5.1¶
- Turn the Z-axis over and slide two M8 Roll-in T-nuts H into the rear slots from the open end, as shown.
- Note that the long side of the T-nut goes in first.
5.5.2¶
- Loosely attach the Motor Support Bar I to the back of the Z-axis using M8 x 20mm Flat Head Screws J. These will be fully tightened in a later step.
5.5.3¶
- Attach the Rapplon Dust Cover K to the Motor Mount Plate L , using the indicated holes, with the screws and clamping bar removed during disassembly.
5.5.4¶
- Attach the Motor Mount Plate L to the Z-axis, using the plate as a lever to stretch the Rapplon Dust Cover K tight.
- Loosely install two M6 x 20mm Socket Head Cap Screws M through the Motor Mount Plate L and into the Z-axis extrusion.
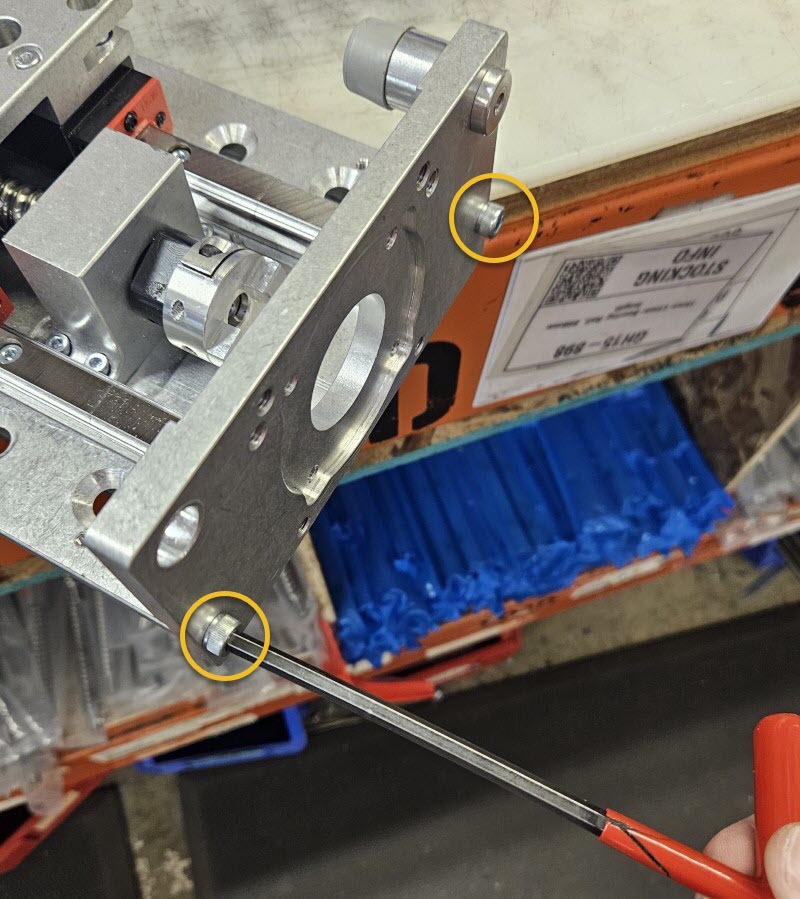
- Ensure the reference surface of the end plate is tight against the Z-axis extrusion (see Fig. 2, above) and fully tighten the M6 screws.
5.5.5¶
- Install two M6 x 20mm Socket Head Cap Screws M through the Motor Mount Plate L and into the Motor Support Bar I. Fully tighten these M6 fasteners.
- On the back of the Z-axis, fully tighten the two previously installed M8 x 20mm Flat Head Screws J securing the Motor Support Bar I to the Z-axis.
5.6 - Complete Retrofit Modifications¶
5.6.1¶
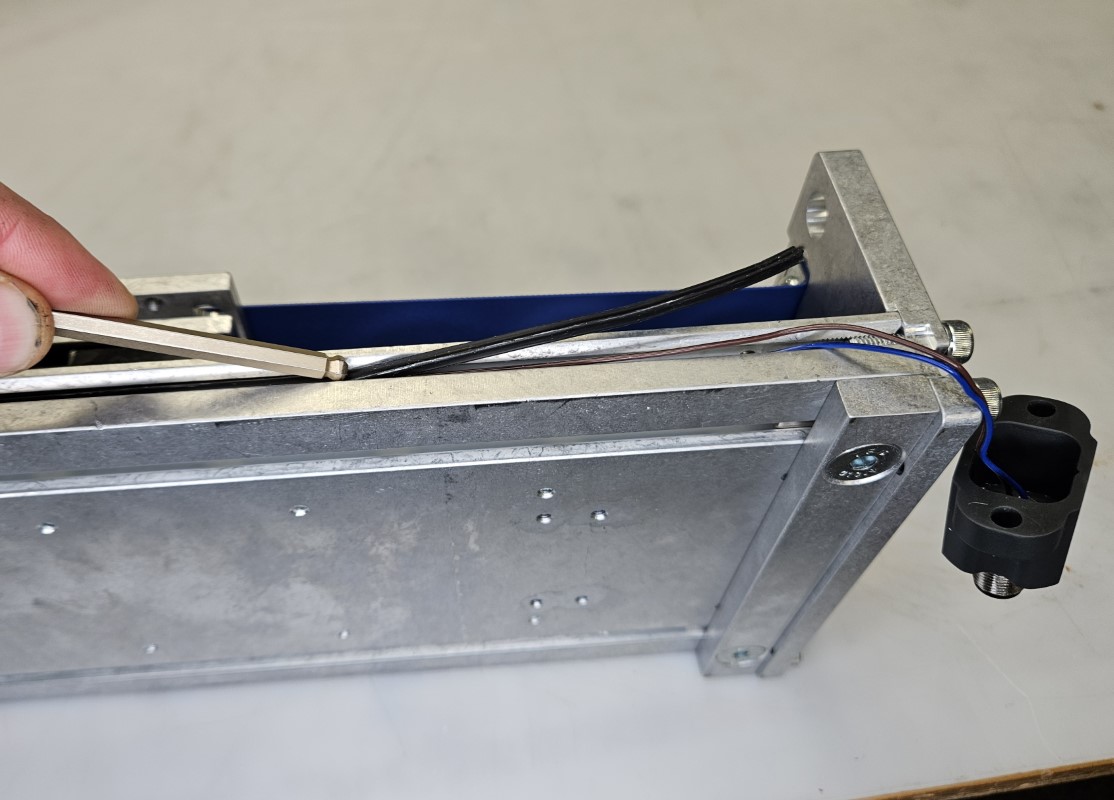
- Secure the Ballscrew Brake Connector Harness wires to the Z-axis by pressing wires and Cordstock N into the groove on the side of the Z-axis extrusion.
5.6.2¶

- Using one M3 x 5mm Flat Head Screw G , lightly secure the wires being careful not to damage them. Apply only enough pressure with the screw head that the wires are not able to move freely anymore.
5.6.3¶
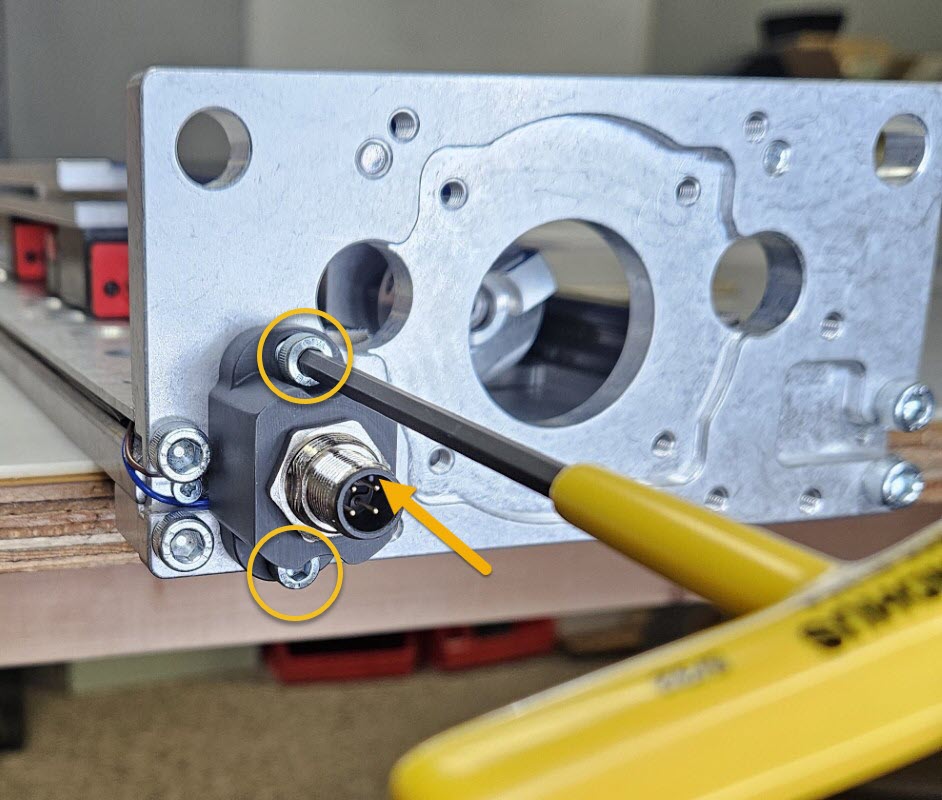
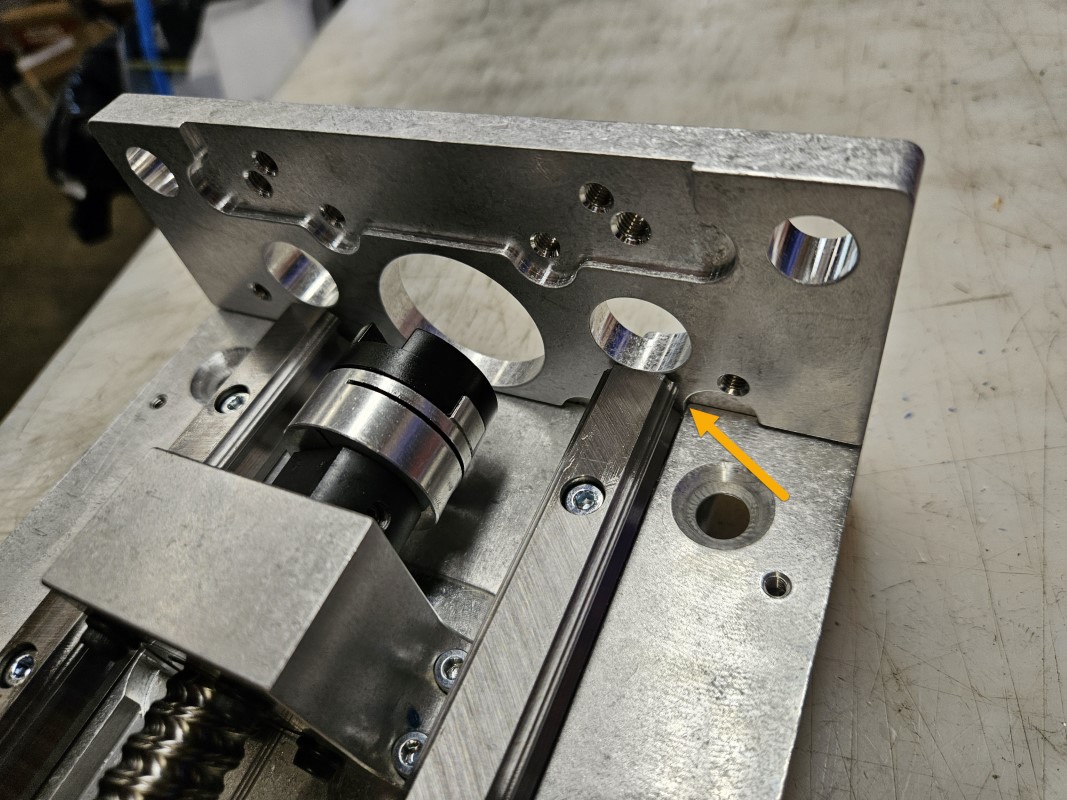
- Attach the Ballscrew Brake Connector Harness E to the motor plate with M5 x 14mm Socket Head Cap Screws O, being careful not to overtighten and crack the connector standoff.
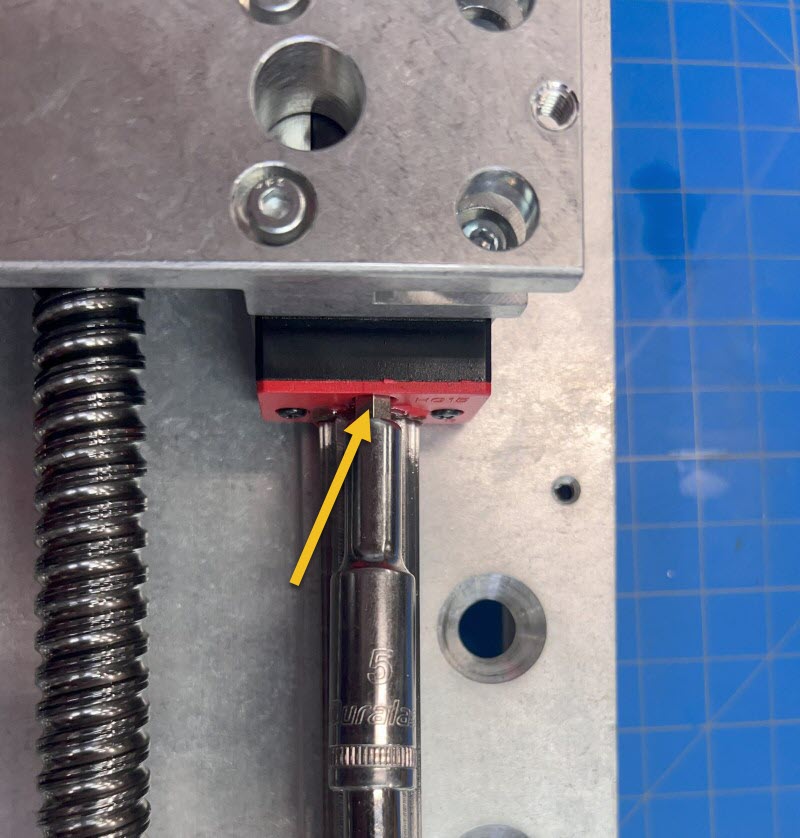
- Ensure the M12 connector alignment guide (indicated by arrow) is oriented toward the front of the Z-axis.
5.6.4¶
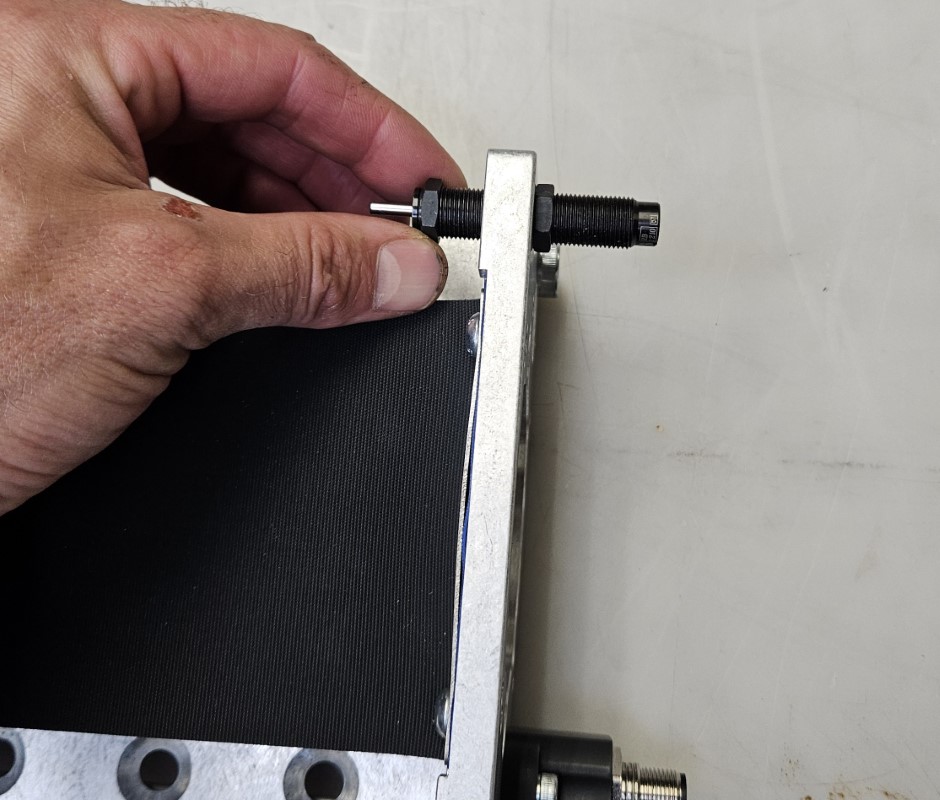
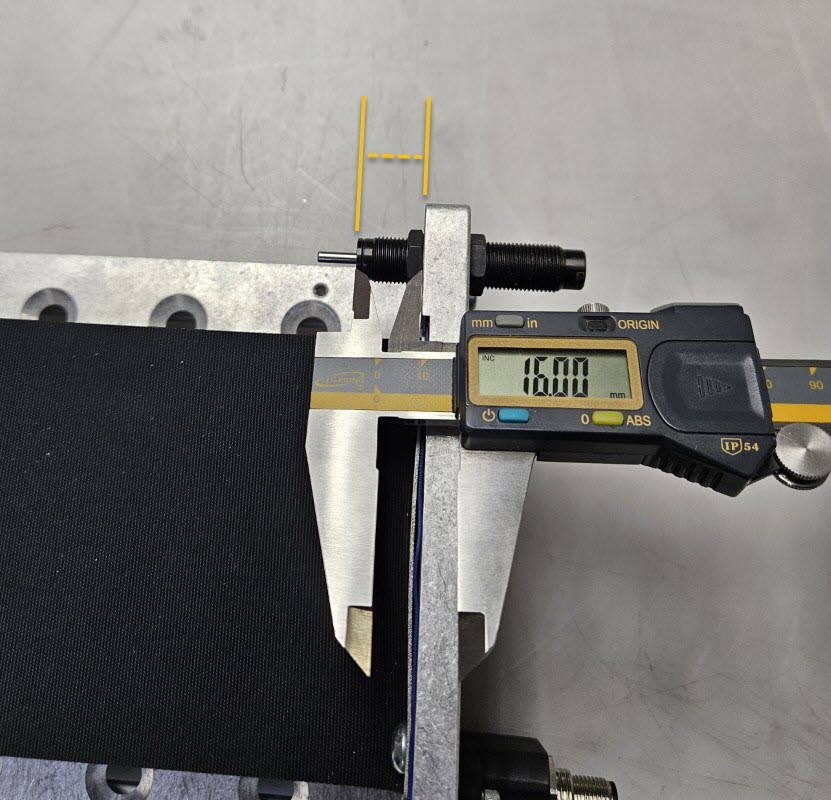
- Install the Damper P on the Motor Mount Plate L opposite the Ballscrew Brake Connector Harness, as shown.
- Using the included jam nuts, adjust the Damper so that the face of its housing is 16mm (5/8") from the inside face of the motor mount plate.
- Tighten the jam nuts to lock the Damper in position.
5.6.5¶

- Reinstall the proximity sensor removed during disassembly.
- Using the original jam nuts, adjust the sensor so that the face is 14.5mm (9/16") from the inside face of the motor mount plate.
- Tighten the jam nuts to lock the sensor in position.
Assembly Note
It is important that the Z-axis moving plate stops against the damper before impacting the proximity sensor or the sensor may be damaged.
5.6.6¶
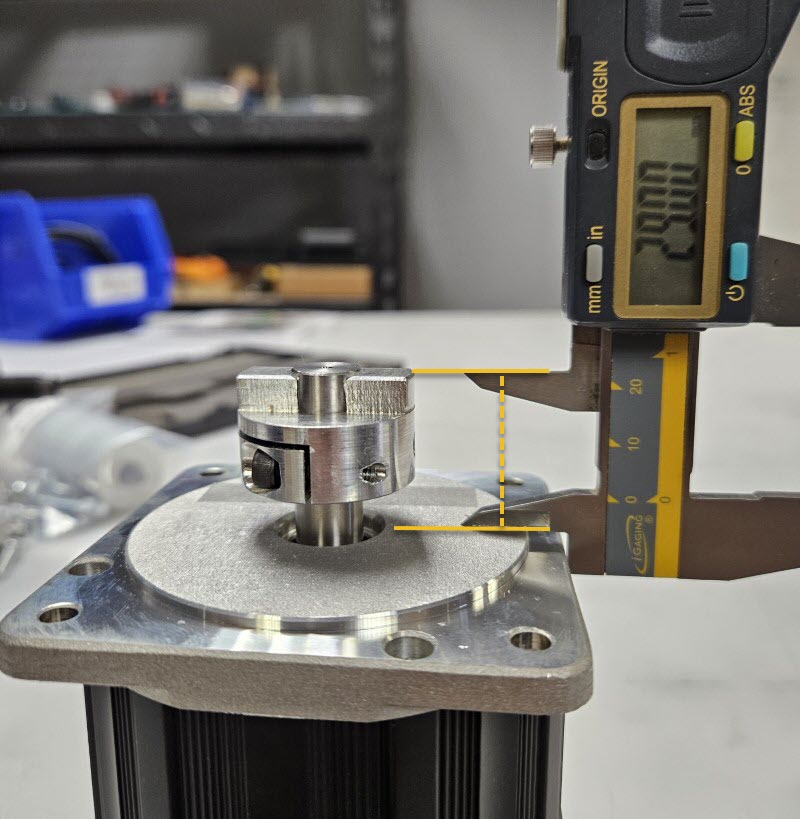
- To prepare the Servo Motor Q for installation, remove the tape holding the motor key in place on the motor shaft.
- Remove the oldham coupler from your stepper motor and reinstall it on the Servo Motor.
- The top of the coupler should be 29mm (1-1/8") above the motor boss, as shown.
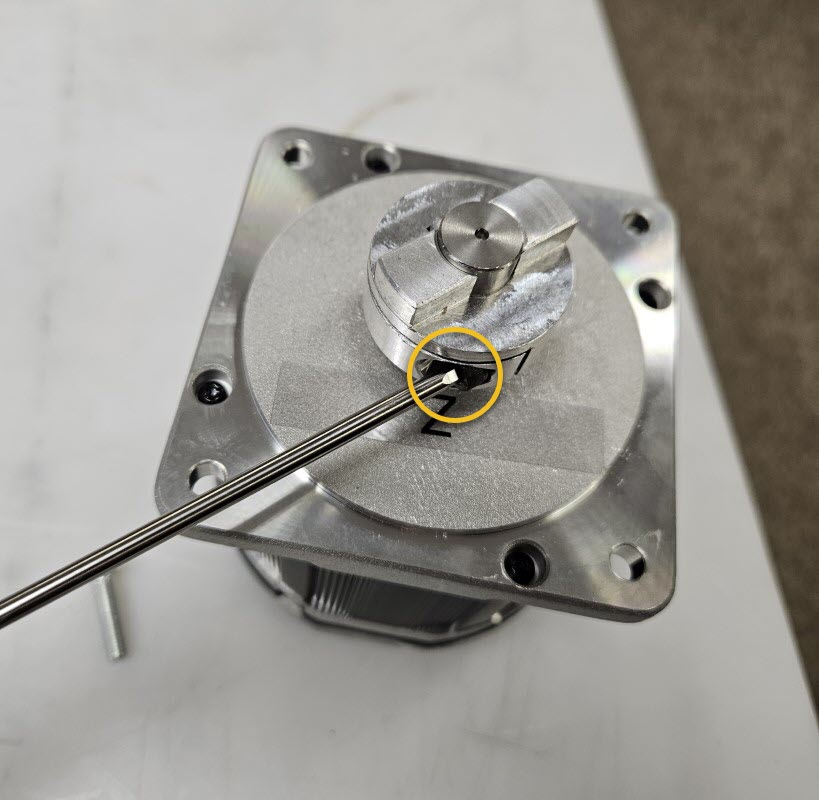
- Tighten the clamping screw to lock the oldham coupler in place.
5.6.7¶
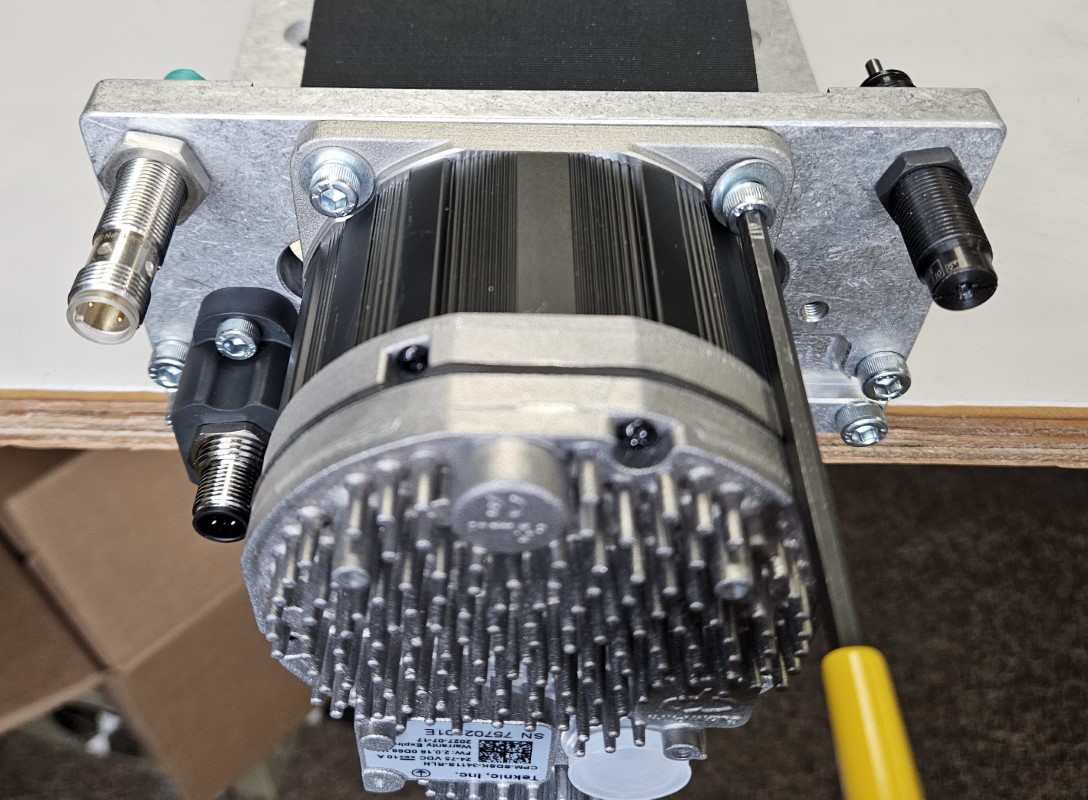
- Attach the Servo Motor Q to the Motor Mount Plate L using four M5 x 14mm Socket Head Cap Screws R and four Flat Washers S.
- The motor cable connectors should be facing the back of the Z-axis (opposite the Rapplon Dust Cover).
Reassembly Note
Your Z-axis is now ready to be reinstalled on your machine. Follow the removal instructions provided here in reverse order. For additional information on reinstalling your Z-axis and spindle, please refer to our PRO CNC Machine Assembly Instructions, sections 6.1 and 8.1.
6. Tool Height Setter¶
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
A | 1 | Tramming Cam | CRP5230-00-HW |
B | 1 | Tool Height Setter Assembly | CRP5230-00-12 |
C | 1 | Tool Height Setter Cover | Part of Tool Setter Assembly |
D | 2 | M3 x 8mm Socket Head Cap Screw | Part of Tool Setter Assembly |
E | 5 | M3 x 8mm Socket Head Cap Screw | CRP5230-00-HW |
| One M8 x 12mm Socket Head Cap Screw from CRP5230-00-HW will not be used for this application | |||
Tools List¶
| Requirement | Tool |
|---|---|
| Required | 2.5mm Allen Wrench |
| Required | 3mm Allen Wrench |
| Recommended | Rail Setting Jig, GHH20-JIG |
6.1 - Tool Height Setter Installation¶
Section Note
The recommended installation location for the Tool Height Setter is the front left corner of the machine. This is the location shown in the instructions. If you install your Tool Height Setter on the front right corner, the installation procedure is the same.
6.1.1¶

- Insert the Tramming Cam A into the pocket on the Tool Height Setter Adapter Plate, previously installed.
- Install an M3 x 8mm E screw as shown.
6.1.2¶

- Remove the Cover C from the Tool Height Setter Assembly B by removing the M3 x 8mm screws D.
6.1.3¶

- Attach the Tool Height Setter Assembly B to the Adapter Plate using M3 x 8mm Screws E.
6.2 - Tool Height Setter Tramming¶
Section Note
Prior to tramming the Tool Height Setter, ensure that your machine table has been squared and leveled, and your spindle has been trammed.
6.2.1¶

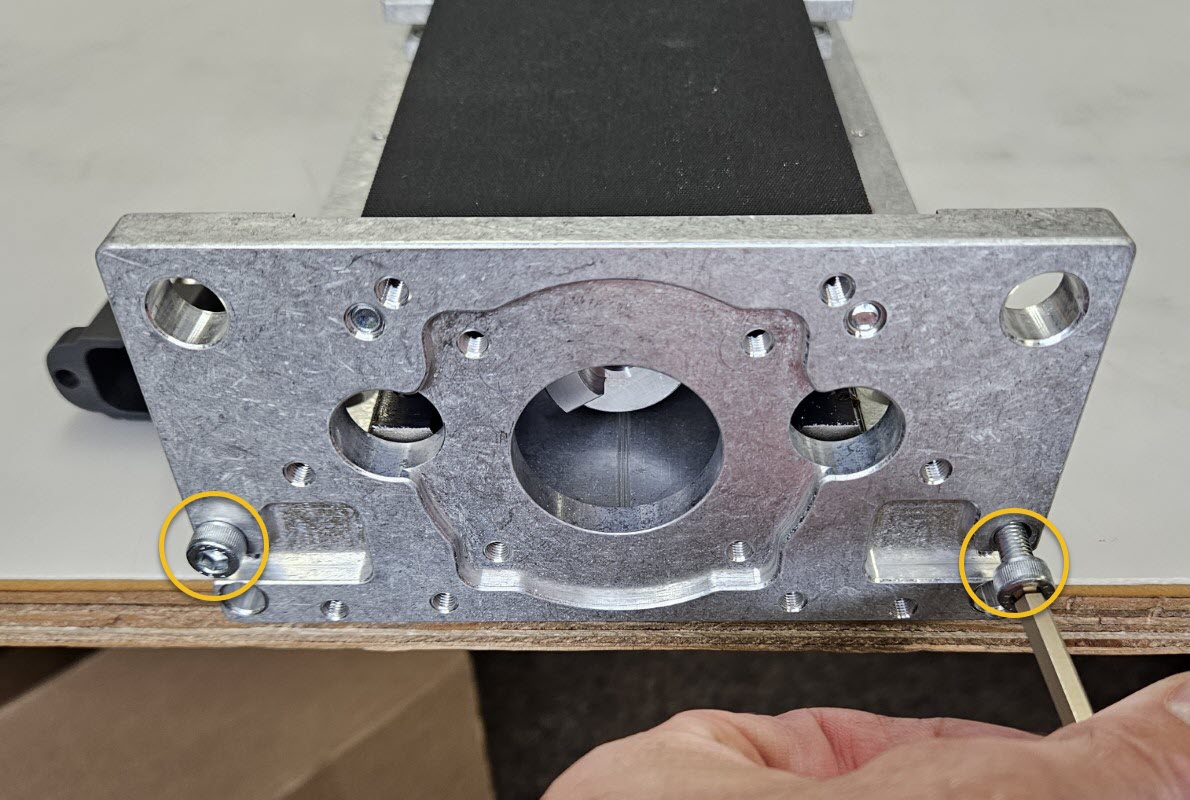
- Loosen the four indicated screws to tram the Tool Height Setter in the x-axis direction.
6.2.2¶

- Set a reference block on top of the Tool Setter to extend the height of the touch surface. The block needs to have two parallel surfaces approximately 2" apart. We recommend using the Rail Setting Jig in the orientation shown.
- Remove the collet from the spindle.
- Slowly jog the spindle nose down to the reference block.
- Rotate the Tramming Cam until the touch surface of the Tool Height Setter is parallel to the spindle nose.
- Retighten the four screws previously loosened to lock the position.
6.2.3¶
Section Note
It is likely that your Tool Height Setter will not need tramming in this orientation. Only tram this direction if it is not parallel to your work surface.

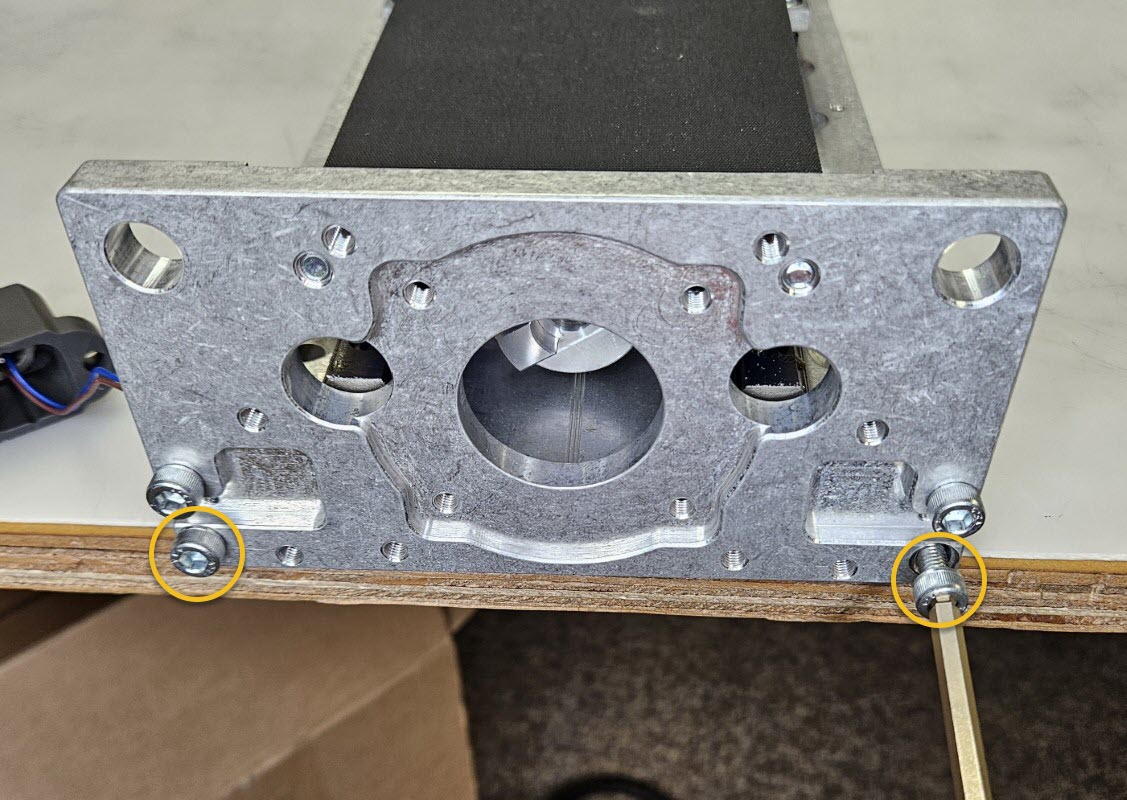
- Loosen the screws noted to tram the Tool Height Setter in the y-axis direction.
6.2.4¶


- To move the tip of the plate UP, tighten the upper set screw. To move the tip of the plate DOWN, tighten the lower set screw. Only adjust one set screw so that only one set screw is tight against the bearing block.
- Retighten the four screws previously loosened to lock the position.
6.2.5¶

- Replace the cover and two removed screws.
- Your Tool Height Setter is now installed and trammed.
7. Motor Control and Brake Cables¶
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
1 | Servo Motor Hardware Kit | CRP320-00-XX-SRV-UP | |
A | 4 | M12 8-pin Motor Control Cable | |
B | 4 | Motor Cable Adapter | |
C | 1 | Z Axis Brake Cable | |
Tools List¶
| Requirement | Tool |
|---|---|
| Required | 3/32" Allen Wrench |
| Required | Flathead Screwdriver |
7.1 - Cable Installation¶
7.1.1¶
- To remove existing cables and prepare for routing new cables, it is recommended to open each cable track link using a small flathead screwdriver.
- Remove the existing motor cables.
7.1.2¶

| Motor | Color | Cable Routing Path |
|---|---|---|
| X | RED | Through gantry cable track and table cable track |
| Y1 | GREEN | Through gantry extrusion and table cable track |
| Z | BLUE | Through gantry cable track and table cable track |
| U | BLUE | Through gantry cable track and table cable track |
| Y2 | ORANGE | Through table cable track |
- Attach a Motor Cable Adapter B to the end of each motor cable.
- Connect each motor cable to their respective motor.
- Route the cable as indicated in the image and table.
Assembly Note
Only one Z axis is shown in the image. If you have a second Z axis (U axis) the motor cable will follow the same cable routing path as the Z axis.
7.1.3¶

| Sensor | Color | Cable Routing Path |
|---|---|---|
| Z Brake | BLUE | Through gantry cable track and table cable track |
- Route the Z Axis Brake Cable C as indicated.
8. Servo Power Hub¶
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
1 | Servo Motor Hardware Kit | CRP320-00-XX-SRV-UP | |
A | 1 | Servo Power Hub | |
B | 4 | M8 Roll-in T-nut | |
C | 4 | M8 x 14mm Socket Head Cap Screw | |
D | 1 | RD-24 Power Cable | |
Tools List¶
| Requirement | Tool |
|---|---|
| Required | 6mm Allen Wrench |
8.1 - Install Servo Power Hub¶
8.1.1¶

- Insert M8 Roll-in T-nuts B on the back of the right side of the gantry.
- Attach the Servo Power Hub A to the back of the gantry using the M8 x 14mm Socket Head Cap Screws C.
- The edge of the mounting bracket should be 63mm (2-1/2") from the joining bar.
8.1.2¶

- The power hub should be oriented with the RD-24 panel mount facing the right side of the gantry, when looking from the front of the machine.
Assembly Note
If your table cable track is on the left side of the machine, install the servo power hub on the left side of the gantry with the RD-24 panel mount facing left.
8.1.3¶

| Motor | Color | Cable Routing Path |
|---|---|---|
| X | RED | Through gantry cable track |
| Y1 | GREEN | Through gantry extrusion |
| Z | BLUE | Through gantry cable track |
| Y2 | YELLOW | Directly to motor |
| RD-24 | BLACK | Through table cable track |
| Refer to graphic in previous step for motor cable designations from Power Hub | ||
- Route each motor power cable to its respective motor as shown in the image.
- Connect each motor power cable to the motor.
9. EX Control Box¶
9.1 - Control Box Installation¶
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
1 | Key Hardware Bag | ||
A | 3 | M8 x 20mm Hex Bolt | Key Hardware Bag |
B | 3 | M8 Hex Nut | Key Hardware Bag |
C | 3 | Mounting Bracket | Key Hardware Bag |
D | 3 | M8 x 25mm Set Screw | Reuse Existing |
E | 3 | M8 Hex Flange Nut | Reuse Existing |
F | 3 | M8 Roll-in T-nut | Reuse Existing |
Tools List¶
| Requirement | Tool |
|---|---|
| Required | 4mm Allen Wrench |
| Required | Adjustable Wrench |
| Required | Flathead Screwdriver |
| Recommended | 13mm Combination Wrench |
9.1.1¶

- At the indicated locations, remove the plastic plugs from the EX Controller.
9.1.2¶

- At the locations with removed plugs, attach a Mounting Bracket C using M8 x 20mm Hex Bolts A and M8 Hex Nuts B .
9.1.3¶

- Remove the existing Plug and Play controller. Leave the T-nuts and set screws in the machine frame extrusion to be reused.
- Attach the EX Controller to the leg kit using existing M8 x 25mm Set Screws D , M8 Hex Flange Nuts E , and M8 Roll-in T-Nuts F .
9.2 - Control Box Connections¶
Parts List¶
| ID | QTY | Part/Description | Package Label |
|---|---|---|---|
1 | EX Controller | EX Controller Kit | |
A | 1 | Emergency Stop Cable, 20' | Emergency Stop Kit |
B | 1 | Emergency Stop Switch | Emergency Stop Kit |
C | 1 | C13 Power Cable | EX Controller Kit |
D | 1 | Ethernet Cable, 10' | EX Controller Kit |
E | 1 | M12 Sensor Cable, 12' | Tool Height Setter Hardware |
9.2.1¶

- Connect each motor control cable to the appropriate motor port.
Assembly Note
The A motor port is used for either a CNC Rotary Axis, or the U axis (second Z axis) on a dual-use machine.
9.2.2¶

- Connect each sensor cable to the appropriate sensor port.
- Dual-use machines will need to use an M12 Sensor Cable Splitter to connect both the Z+ and U+ sensors to the Z sensor port.
Assembly Note
The A sensor port is used for the sensor on a CNC Rotary Axis.
9.2.3¶

- Connect the Emergency Stop Cable, 20' A to the E Stop port.
- Connect the other end of this cable to the Emergency Stop Switch B .
9.2.4 - Spindle / Router Applications¶

- Connect the Tool Height Setter to the Aux 2 port.
- Connect the optional Auto Z and Corner Finding Touch Plate to the Aux 1 port.
9.2.5 - Plasma Applications¶
9.2.5.1¶
- Disconnect the existing sensor cables (A, B) from your Ohmic Protection Box.
- Connect the two sensor cables together.
Assembly Note
The Ohmic Protection Box is no longer used with EX controllers and may be removed.
9.2.5.2¶

- Connect the free end of the extended Torch Mount cable directly to the Aux 5 port.
9.2.6 - Spindle / Plasma Applications¶

- Connect the existing SP/THC Cable to the SP/THC port.
- Depending on your current cutting method, this cable will be connected to either the Plug and Play Spindle / VFD Control Box, or your Hypertherm plasma power unit.
9.2.7¶

- Connect the Ethernet Cable, 10' D to the NET port.
- Connect the other end of the Ethernet cable to your control PC.
Ethernet Cable
Please ensure you're using the Ethernet cable included with the kit. The provided cable is shielded to reduce unwanted signal interference.
9.2.8¶

- Connect the RD-24 Power Cable to the Power port.
Assembly Note
The Rotary port is used for the servo motor power cable on a CNC Rotary Axis.
9.2.9¶

- Connect the Z-axis brake cable to the Brake port.
9.2.10¶

-
If you have a laser system, swap cables at the Aux 3 and Aux 4 ports.
For more information see the Laser Assembly Instructions